Функция потерь тагути: более подробное рассмотрение. Концепция функции потерь тагути
Словарь используемых терминов
ГЛОССАРИЙ
Синергия
Синергия - комбинированное воздействие факторов, характеризующееся тем, что их объединённое действие существенно превосходит эффект каждого отдельно взятого компонента и их простой суммы. Положение вещей, обычно передаваемое фразой «целое больше суммы его частей»: 1+1=2х, где х>1.
Эмерджентность
Эмерджентность (англ. emergence - возникновение, появление нового) в теории систем - наличие у какой-либо системы особых свойств, не присущих её подсистемам и блокам, а также сумме элементов, не связанных особыми системообразующими связями; несводимость свойств системы к сумме свойств её компонентов; синоним - «системный эффект».
Аддитивность
Аддитивность - свойство величин по отношению к сложению, состоящее в том, что значение величины, соответствующее целому объекту, равно сумме значений величин, соответствующих его частям, 1+1=2.
Неаддитивность
Неаддитивность - противоположность понятия аддитивности, отношение, при котором целое не определяется его частями, так что оно не может быть познано и объяснено на основе одного лишь знания о его частях (целое больше или меньше суммы его частей) 1+1=2х, где х > или < 1.
"Неспособность руководства понять взаимозависимость между компонентами системы в сочетании с управлением целями приносит большие потери. Усилия различных подразделений компании, выполняющих свою работу, не суммируются - они взаимозависимы. Одно подразделение в стремлении достичь своих целей может «убить» другое подразделение".
Эдвардс Деминг
Вариабельность
Вариабельность – изменчивость, разнообразие, разброс или мера отклонения от "оптимума". Само изменение называют вариацией или вариантом.
Статистическое мышление
Статистическое мышление – это основанный на теории вариабельности способ принятия решений о том, надо или не надо вмешиваться в процесс, и если надо, то на каком уровне.
"Во-первых, если выход процесса определяется влиянием особых причин, то его поведение меняется непредсказуемо и, таким образом, невозможно оценить результат изменений в конструкции, обучении, политике закупок комплектующих и т. д., которые могли бы быть введены менеджментом в этот процесс (или в систему, которая содержит этот процесс) с целью улучшения. Пока процесс находится в неуправляемом состоянии, никто не может предсказать его возможности.
Во-вторых, когда особые причины устранены, так что остаются только общие причины вариаций, тогда улучшения могут зависеть от управляющих воздействий. Поскольку в этом случае наблюдаемые вариации системы определяются тем, как и каким образом, процессы и система были спроектированы и построены, то только управляющий персонал, топ-менеджеры имеют полномочия для изменений системы и процессов.
Ну, и какая разница? И что нам это дает? Да все то, что отделяет успех от неудачи!
В-третьих, мы приходим к проблеме, если мы (на практике) не отличаем один тип изменчивости от другого и действуем без понимания, мы не только не улучшим дело - мы, несомненно, сделаем положение еще худшим. Ясно, что это так и будет, и останется загадкой для тех, кто не понимает природы изменчивости (вариаций)".
Генри Р. Нив
Разумная степень статистической управляемости
"Поскольку контрольные карты предназначены для обнаружения отсутствия статистической управляемости (предсказуемости - Григорьев С.), то постоянное присутствие процесса в пределах установленных границ можно считать показателем статистической управляемости. Если мы, подобно Шухарту, будем рассматривать состояние статистической управляемости как некий идеал, к которому на практике можно лишь приблизиться, то перед нами неминуемо возникнет вопрос о критерии, позволяющем оценить, насколько наш процесс близок к этому идеалу.
Применительно к картам средних значений и размахов процесса, который описывается с помощью подгрупп, состоящих из четырех элементов, Шухарт предложил такой критерий минимальной управляемости: если по меньшей мере 25 последовательных подгрупп не показывают признаков отсутствия статистической управляемости, то такой процесс считается обладающим разумной степенью управляемости.
В своем следующем предложении Шухарт интерпретирует этот минимальный критерий в терминах полного числа присутствующих наблюдений, таким образом, его можно адаптировать так: когда по крайней мере 100 последовательных наблюдений не выявляют потери управляемости, о процессе можно сказать, что он обнаруживает разумную степень статистической управляемости.
Предлагая критерий минимальной управляемости, Шухарт подчеркивал, что существует принципиальная разница между отсутствием признаков неуправляемости и выводом, что процесс находится в состоянии статистической управляемости. Отсутствие признаков неуправляемости может объясняться особенностями описываемого картой временного интервала.
Особые причины могут приходить и уходить, и сравнительно небольшие промежутки времени наблюдений могут не выявить точек, выходящих за пределы контрольных границ. Однако чем больше накапливается наблюдений, не выявляющих присутствия каких бы то ни было особых причин, тем больше уверенности, что процесс находится в состоянии статистической управляемости. Шухарт также замечал, что практически уверенным в управляемости процесса можно быть, когда не 100, а 1000 последовательных измерений не обнаруживают отсутствия управляемости".
Дональд Уилер
"Явление следует называть управляемым тогда, когда, используя прошлый опыт, мы можем предсказать, по крайней мере в некоторых пределах, каких его вариаций можно ожидать в будущем".
«Экономический контроль качества производимой продукции»
(Economic Control of Quality of Manufactured Product)

Вирусная теория менеджмента
Майрон Трайбус в статье "Вирусная теория менеджмента" проводит аналогию с медициной XIX (19) века и управлением XX (20) века для того, чтобы проиллюстрировать, почему общество придерживается доминирующих парадигм и сопротивляется их изменению, целью которого является улучшение нашей жизни.

14 пунктов программы доктора Э. Деминга для менеджмента. Политика в области качества
“Не пытайтесь оспорить выводы Деминга. Изучите теорию, потому что если теория не вызывает возражений, а логика, ведущая от теории к выводам, верна, то как могут быть неверны выводы?”
Доктор Генри Р. Нив, английский статистик, ученик и помощник
Э. Деминга
Научный подход
Научный подход – научный подход призывает нас к принятию решений и формированию политики на основе доброкачественной информации, как количественной, так и качественной, а не только на основе самоощущений или сиюминутных соображений. Он часто включает в себя анализ информации с помощью статистических методов (Статистическое управление процессами, Statistical Process Control, SPC), однако предполагает также знание и понимание ограничений этих методов, в особенности осознание критической важности явлений, которые нельзя описать численно. Деминг часто цитирует Ллойда Нельсона, руководителя отдела статистических методов в Nashua Corporation:
"Наиболее важные факторы, нужные для управления любой организацией, как правило, неизвестны и количественно неопределимы".
Доктор Ллойд Нельсон,
директор по статистическим методам в Nashua Corporation
Ненаучность
Важным признаком ненаучности, является отсутствие предсказательной силы.
"Теория познания учит нас, что любое утверждение несет в себе знания тогда, когда оно способно предсказать будущие результаты и соответствует прошлому опыту без каких-либо исключений".
Эдвардс Деминг
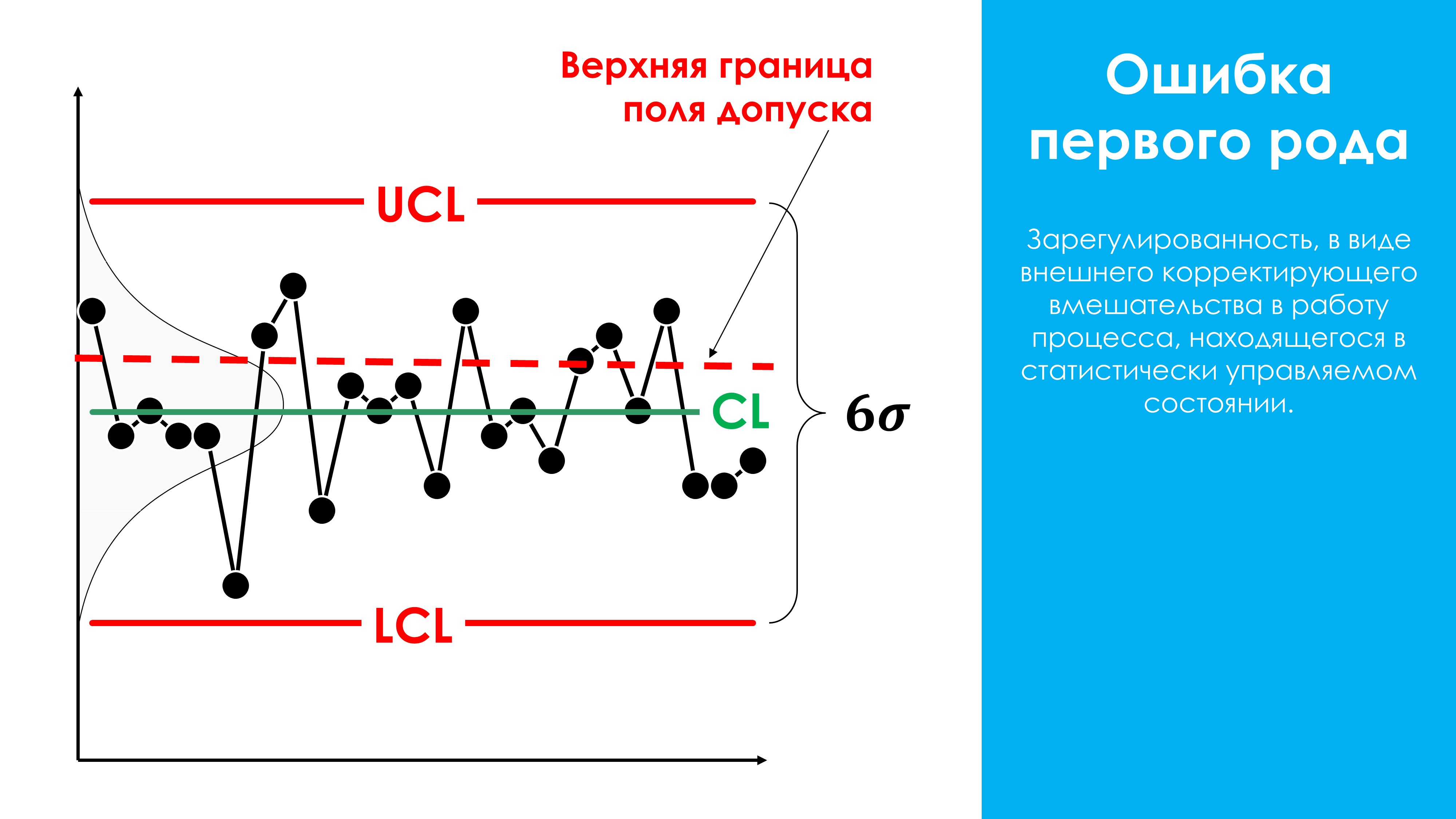
Ошибка первого рода (зарегулированность)
Ошибка первого рода (зарегулированность) – интерпретация общих причин вариаций как особых, и как следствие реакция на любое событие, выходящее за рамки границ допусков или при не достижении поставленной цели, в виде внешнего воздействия (вмешательства в работу системы), вносящего еще большую вариабельность.
Ошибка второго рода (недостаточное управление процессом)
Ошибка второго рода (недостаточное управление процессом) – суждения о потенциальных возможностях процесса, находящегося в статистически неуправляемом (неподконтрольном) состоянии, ибо такие суждения можно применить лишь к процессам с доминированием общих причин вариаций, т.е. находящихся в статистически управляемом состоянии. Не принятие мер к устранению особых причин, если вызванные ими вариации умещаются в границы допусков.

"Обе ошибки обходятся весьма дорого! Всякий может установить для себя безупречное правило никогда не совершать ошибку 1-го рода.
Это просто: всего-навсего нужно во всех случаях связывать вариацию с общими причинами. Однако при этом максимизируются потери от совершения ошибки 2-го рода. И наоборот, зарекаясь от совершения ошибки 2-го рода путем объяснения любой вариации особыми причинами, мы увеличиваем потери от ошибки 1-го рода.
Было бы здорово никогда не совершать ошибок ни первого, ни второго рода, но, к сожалению, это невозможно. Шухарт установил совершенно другую цель: не бояться совершать ошибки обоих видов, но регулировать частоту этих ошибок таким образом, чтобы минимизировать экономические потери от обеих. В итоге он создал инструмент - контрольную карту с границами на уровне З-х сигма. С тех пор его контрольная карта позволяет получать поразительные результаты в самых разных прикладных областях. Она действительно работает!
Статистической управляемости можно достичь, охотясь на каждую особую причину и идентифицируя ее всякий раз, когда некоторая точка выходит за контрольные пределы, и принимая соответствующие меры".
Эдвардс Деминг
Функция потерь качества Тагути
Японский ученый Генити Тагути предложил новый подход к оценке качества изготовления продукции. Традиционное представление о качестве продукции заключается в том, что все изготовленные изделия являются в равной степени качественными, если их показатели (или параметры) качества соответствуют требованиям технической документации, в которой определен допуск на эти показатели (параметры). Другими словами - внутри зоны допуска потери качества равны нулю. Если же показатели качества выходят за границы допуска (LSL) и (USL), то потери качества объявляются неприемлемыми. Такую функцию потерь качества (см. рисунок ниже, ломаная прямая) Тагути назвал «разрывной порогообразной функцией».

"Из функции Тагути с очевидностью следует, что удовлетворение требований допусков - отнюдь не достаточный критерий, чтобы судить о качестве. Попытка поступать таким образом, находится в явном противоречии с настоятельным требованием постоянных улучшений, одним из фундаментальных в философии Деминга. И действительно, последний из подходов характерен постоянным поиском в направлении улучшения качества, в то время как первый не дает никакого стимула работать лучше, коль скоро требования допусков уже удовлетворены.
Напротив, основополагающая этика некоторых известных подходов к качеству, включая методики оценки затрат на качество, имеет тенденцию «смазывать» дальнейшие усилия по улучшению на том основании, что, если запросы потребителя были удовлетворены, дальнейшие затраты времени, усилий и средств на этот конкретный процесс неоправданны".
Генри Р. Нив
"Использование допусков (спецификаций, ТЗ, ТУ) - не ошибка. Просто этого недостаточно".
Эдвардс Деминг
"Концепция доктора Тагути, основанная на анализе функции потерь, неизбежно ведет к новому определению понятия качества мирового класса: точно в соответствии с целью при минимальной дисперсии! Первое требование - «точно в соответствии с целью» - означает, что среднее процесса установлено таким образом, что оно настолько близко к цели (номиналу), насколько возможно. Второе требование - «минимальная дисперсия» - означает, что процесс должен обладать разумной степенью статистической управляемости.
Невыполнение принципа «в соответствии с целью при минимальной дисперсии» неминуемо повлечет существенный рост средних потерь на единицу продукции. Эти потери могут быть очень серьезными, но всегда ненужными.
«Соответствие допускам», «нуль дефектов», «качество шести сигм», «затраты на качество» и все другие лекарства, основанные на допусках, просто не могут удовлетворить этому принципу. Концепция «точной настройки на цель с минимальной дисперсией» определяет качество мирового класса на протяжении последних тридцати лет! И чем быстрее вы сделаете этот принцип главным законом своей жизни, тем быстрее станете конкурентоспособным!"
Дональд Уилер
Применение подхода к качеству вытекающего из функции Тагути следует принять в системе управления с использованием любых других показателей качества с границами «от» и «до», например, сроки поставки по договору и др.
Business Intelligence
Термин впервые появился в 1958 году в статье исследователя из IBM Ханса Питера Луна (англ. Hans Peter Luhn). Он определил этот термин как: «Возможность понимания связей между представленными фактами.»
BI в сегодняшнем понимании эволюционировал из систем для принятия решений, которые появились в начале 1960-х и разрабатывались в середине 1980-х.
В 1989 году Говард Дреснер (позже аналитик Gartner ) определил Business Intelligence как общий термин, описывающий «концепции и методы для улучшения принятия бизнес-решений с использованием систем на основе бизнес-данных».








Генити Тагути (Genichi Taguchi)
Генити Тагути (Genichi Taguchi, род. в 1924 г.) – известный во второй половине 20-го века японский специалист в области статистики. Он развивает идеи математической статистики, относящиеся, в частности, к статистическим методам планирования эксперимента и контроля качества. Тагути впервые соединил математической зависимостью экономические затраты и качество, введя понятие функции потерь качества . Он первым показал, что потери качества имеют место и в поле допуска. На наш взгляд, невнимание к методам Тагути – одна из причин серьезного отставания российских предприятий в области совершенствования качества процессов и продукции.
Питер Шолтес (Peter Scholtes)
Питер Шолтес (Peter Scholtes, 1938-2009), один из наиболее известных на Западе консультантов и просветитель в области методов управления на основе качества, развивающий идеи д-ра Деминга.
Читайте главу: Метод "управления по целям" - что не так? из книги Питера Шолтеса "Настольная книга команды".
Дональд Уилер (Donald J. Wheeler)
Дональд Уилер (Donald J. Wheeler) - статистик-консультант, которому посчастливилось работать с Дэвидом Чамберсом в период с 1970 по 1989 г.
Начиная с 1971 г. Уилер преподавал статистическое управление процессами, сначала - студентам университета штата Теннесси, затем - менеджерам промышленных предприятий многих стран мира.
С середины 1970-х годов он активно работал как консультант.
В 1974 г. Уилер впервые прослушал курс лекций доктора Деминга и остался его студентом навсегда.
Начиная с 1981 г. он иногда помогал Демингу проводить его четырехдневные семинары. Его собственная философия улучшения процессов твердо покоится на философии Деминга. Дональд Уилер - автор и соавтор шести книг и более чем 60 статей. Ему довелось поработать с самыми разными промышленными предприятиями мира. Он читает лекции как в США, так и за их пределами.
Дональд Уилер получил степень бакалавра по физике и математике в университете штата Техас, в Остине, а в Южном методистском университете - степени магистра наук и доктора философии.
С 1970 по 1982 г. он преподавал на факультете статистики университета штата Теннесси. В 1982 году Уилер оставил преподавательскую деятельность и сосредоточился на консалтинге в промышленности и других сферах. В настоящее время Дональд Уилер живет в г. Ноксвилле, штат Теннесси.
Дэвид Чамберс (David S. Chambers)
Дэвид Чамберс (David S. Chambers, 1917-1989) - близкий друг и коллега доктора Уильяма Эдвардса Деминга, всемирно известный консультант и преподаватель статистического управления процессами.
Он был членом, президентом и председателем правления Американского общества контроля качества (ASQC), лауреатом премии Юджина Гранта, академиком Международной академии качества. Список его коллег и бывших студентов вполне мог бы служить справочником «Кто есть кто?» в области контроля качества.
Дэвид Чамберс родился в техасском городе Кларксвилле. Степени бакалавра и магистра были им получены в Техасском университете, в котором он преподавал с 1941 по 1947 г., пока не стал доцентом статистики Университета штата Теннесси. Здесь он проработал профессором статистики с 1958 по 1981 г., после чего вышел в отставку, что позволило ему сосредоточиться на преподавательской деятельности. По словам доктора Деминга, потеря такого человека невосполнима.
Уолтер Эндрю Шухарт (Walter A Shewhart)
Уолтер Эндрю Шухарт (Walter A Shewhart, 1891-1967), родился в Нью Кэнтоне, шт. Иллинойс в 1891 году.
Окончил Университет Иллинойса. Позднее получил докторскую степень по физике в Калифорнийском Университете (1917).
В 1931 году Шухарт опубликовал отчёт об использовании контрольных карт и первую книгу «Экономическое управление качеством промышленной продукции». Особой датой в биографии профессора Рютгерского Университета Шухарта стал 1939 год. Тогда издали его вторую книгу «Статистический метод с точки зрения контроля качества». В конце десятилетия Шухарт обобщил результаты работ по статистическому методу контроля качества производственно-технологических процессов и обеспечения на этой основе качества изготавливаемой продукции.
Первый учитель и старший друг Э. Деминга.
Майрон Трайбус (Myron Tribus)
Майрон Трайбус (Myron Tribus), директор Exergy, делит свое время между Exergy Corporation, компанией, которая внедряет новые подходы к выработке электроэнергии, и работой в качестве консультанта по управлению качеством.
Имея тридцатилетний опыт работы учителем, он также служит помощником секретаря по науке и технике в Департаменте торговли США.
Он был первым вице-президентом в Xerox Corporation и директором Центра повышения квалификации инженеров. Майрон Трайбус является последователем доктора Э.Деминга.
Генри Нив (Henry R. Neave)
Генри Нив (Henry R. Neave). Доктор Генри Нив познакомился с Э. Демингом в середине 1980-х гг. и сразу стал его близким другом. С тех пор он постоянно помогал Демингу в проведении его четырехдневных семинаров в Европе, а также в других семинарах, конференциях и мероприятиях, проводимых по обе стороны Атлантики.
Именно Деминг воодушевил Нива как признанного специалиста в философии Деминга взяться за книгу "Пространство доктора Деминга: Принципы построения устойчивого бизнеса".
Сам Э. Деминг написал к этой книге предисловие.
Изучение теории менеджмента Э. Деминга лучше начинать именно с этой книги.
В 1987 г. именно по инициативе доктора Нива была организована Британская ассоциация Деминга, в которой Нив сейчас занимает должность директора по образованию. Многие годы доктор Нив преподавал статистику в Университете Ноттингема в Англии. С 1996 г. он - штатный преподаватель менеджмента на кафедре качества в Университете Трент в Ноттингеме.
Алфи Кон (Alfie Kohn)
Алфи Кон (Alfie Kohn), широко известный во всем мире социальный психолог.
Смотрите на нашем сайте материалы, подготовленные с использованием работ Алфи Кона в разделах:
- Система мотивации персонала .
- Ошибочная привлекательность конкуренции .
Гэнити Тагути (Genichi Taguchi) в свое время разработал собственную систему, сочетающую инженерные и статистические методы, нацеленную на быстрое повышение экономических показателей компании и качества продукции путем оптимизации конструкции изделий и процессов их изготовления. Эта методология, включающая и общую философию, и набор практических инструментов управления качеством, получила название "Методы Тагути".
Философию качества (по Тагути) можно свести к следующим базовым постулатам:
- Мы не можем снизить расходы без воздействия на качество;
- Мы можем повысить качество, не увеличивая расходов;
- Мы можем снизить расходы за счет повышения качества;
- Мы можем уменьшить расходы за счет снижения вариабельности, что автоматически ведет к повышению качества и эффективности.
Тагути не согласен с общепризнанным определением качества: "нахождение параметров изделий в установленных пределах". Такое определение позволяет считать, что два изделия мало отличаются друг от друга, если параметры одного находятся вблизи границы допуска, а параметры другого - немного выходят за эти границы. Тем не менее первое из них считается "хорошим", а второе - "плохим". В отличие от традиционного подхода, методы Тагути нацелены на обеспечение минимальных отклонений параметров изделий от заданных, при которых не происходит роста затрат, обусловленных качеством.
Тагути предлагает оценивать качество величиной ущерба, наносимого обществу, с момента поставки продукции - чем меньше этот ущерб, тем выше качество. Основу его концепции обеспечения качества составляет теория потерь или ущерба от ненадлежащего качества. Когда мы рассуждаем об ущербе для общества, первое, что приходит в голову, - вредные выбросы отработанных газов или повышенный шум, производимый автомобилем с неисправным глушителем. Однако Тагути рассматривает ущерб для общества в более широком аспекте. Он ассоциирует возможные потери с любым изделием, попадающим в руки потребителя. Кроме того, он считает составляющими этих потерь неудовлетворенность потребителей, дополнительные расходы производителя по гарантийным обязательствам, ухудшение репутации компании, влекущее за собой утрату части ранее принадлежавшего ей рынка.
Идея минимизации общественных потерь сама по себе достаточно абстрактна, и ее сложно увязать с текущими задачами конкретной компании. Если же рассматривать ущерб, наносимый обществу, как долговременные издержки компании, считая эти понятия эквивалентными, то такая формулировка приобретает больший практический смысл.
Как указывалось выше, затраты, связанные с качеством, обычно отождествляют со стоимостью утилизации брака или переделок дефектной продукции, с затратами по гарантийным обязательствам и другими, вполне осязаемыми расходами. Вместе с тем, как уже было показано, эти "осязаемые" затраты представляют собой всего лишь верхушку айсберга.
А что делать со скрытыми затратами или долговременным ущербом, связанными, например, с потерями времени инженеров и менеджеров, с увеличением складских запасов, с неудовлетворенностью потребителей или с потерей компанией части рынка сбыта продукции в отдаленной перспективе? Можно ли количественно оценить потери такого рода? Как представляется, такие оценки возможны, хотя и не точны. Надо искать пути приблизительной оценки скрытых затрат и потерь, возможных в отдаленной перспективе, поскольку они существенно увеличивают затраты и издержки, связанные с качеством. Для этой цели Тагути вводит понятие функции потерь от ненадлежащего качества, или Quality Loss Function (QLF).
Способ построения QLF зависит от типа используемых показателей качества, то есть тех параметров, которые мы измеряем, чтобы оценить технический уровень или качество изделия. Существуют следующие пять видов показателей качества.
- "Лучше всего - номинал". Надо стремиться к номиналу с минимальной вариабельностью. К числу таких параметров относятся, например, геометрические размеры или выходное напряжение.
- "Чем меньше - тем лучше". Необходимо минимизировать выходные параметры, такие как, например, величина усадки или износа.
- "Чем больше - тем лучше". Необходимо максимизировать выходные параметры, такие как, например, сила тяги или предел прочности на растяжение.
- Дискретный показатель "атрибут", используемый для классификации или подсчета, например, количества появлений некоторых событий.
- Динамическая характеристика, величина которойзависит отвходных данных, например, число оборотов вентилятора, изменяемое в зависимости от температуры двигателя.
При детальной проработке системы учета затрат, связанных с качеством, следует руководствоваться следующими двумя важными критериями: 1) данные о затратах должны служить инструментом для обоснования действий, направленных на повышение качества, и для оценки их эффективности; 2) включение в состав собираемых данных информации о второстепенных затратах несущественно.
Основная цель использования данных бухгалтерского учета в обеспечении качества - сокращение затрат, связанных с качеством. Цель эту можно достигнуть только при сборе и использовании всех данных о существенных затратах, имеющих практическое значение. Последовательность и честность при решении этой задачи должны четко соблюдаться. Нет смысла сравнивать свою компанию с другими, имеет значение только свой собственный опыт. Постепенное сокращение затрат, связанных с качеством, - вот единственное, что имеет цену.
Классификация затрат на качество.
Затраты на качество.

![]() Качество Ожидаемый уровень
Качество Ожидаемый уровень
Недоданное качество
Достигнутый уровень
Подход Джурана-Фейгенбаума:
- Затраты на предупредительные мероприятия (затраты на предотвращение возможных затрат)
- Затраты на контроль (затраты на определение и подтверждение уровня качества)
- Внутренние потери (затраты, понесенные организацией до продажи продукта в том случае, когда запланированный уровень качества не достигнут, ᴛ.ᴇ. отловлен брак)
- Внешние потери (затраты, понесенные после продажи потребителю, запланированный уровень качества не достигнут)
Подход Кросби:
- Затраты на соответствие (ᴛ.ᴇ. на то, чтобы все сделать правильно с первого раза)
- Затраты на несоответствие (ᴛ.ᴇ. на то, что не сделано правильно с первого раза)

Затраты на соответствие:
Предупредительные мероприятия
1. Затраты на управление качеством (создание СМК, сертификация)
2. Планирование качества другими подразделениями
3. Контрольно измерительное оборудование
4. Обеспечение качества поставок. Поиск поставщиков, входной контроль, поддержание связей
5. Аудит системы качества
6. Улучшение качества
7. Обучение
8. Неучтенные затраты, связанные с обеспечением качества
Затраты на контроль
1. Проверки и испытания (прежде всего, оплата труда испытательного персонала)
2. Контроль поставляемых материалов (испытания, работа инспекторов в лабораториях)
3. Расходные материалы
4. Процессный контроль. Оплата труда контролеров на линии
5. Прием продукции заказчиком (приемно-сдаточные испытания)
6. Приемка запасных частей и сырья
7. Аудит готового продукта Контроль произведенной продукции. Внешний аудит
Затраты на несоответствие
Внутренние потери
1. Отходы.
2. Переделки и ремонт. Восстановление
3. Анализ потерь. Затраты на выявление причин.
4. Взаимные уступки (допуск к применению материалов, не соответствующих техническим требованиям)
5. Снижение сорта. Затраты на снижение цены из-за низкого качества
6. Отходы и переделки, возникающие по вине поставщиков
Внешние потери
1. Продукция, не принятая потребителем (выявление причин и ремонт или замена)
2. Гарантийные обязательства.
3. Отзыв и модернизация продукции.
4. Жалобы (и предложения). Затраты, связанные с удовлетворением потребностей потребителя
5.4. Снижение общих затрат.




Затраты на
предупреждение
Затраты на
Затраты на
контроль
Много Нет дефектов
Равновесие не стабильно во времени. Несмотря на то, что начиная с какого-то момента качество начинает стоить все дороже, крайне важно стремиться к совершенству, т.к. уже завтра определенные параметры качества будут вчерашним днем.
Затраты в машиностроении (Британия):
Контроль – 25% Затраты на соответствие
Предупредительные мероприятия – 5% 30%
Брак - 70% Затраты на несоответствие 70%
Затраты на качество (всего) – 10%
Внешние и внутренние потери - 50%
Контроль – 25%
Предупредительные мероприятия – 25%
Изменили затраты на качество
Новые затраты на качество – 6%
Новая структура затрат - ?
6% от 10% - это 60 %, тогда
Внешние и внутренние потери - 30%
Контроль – 15%
Предупредительные мероприятия – 15%

Номинальное значение Значение
L(x) = C(x-x 0) 2
x – измеряемое значение, к примеру, диаметр
x 0 - номинальное
C – коэффициент масштаба
1) Постоянное стремление к улучшению.
2) Даже очень грубая оценка функции потерь позволяет расставить приоритеты мероприятий.
3) Дает основу для количественной оценки значимости мероприятий, направленных на повышение качества.
Статистические методы анализа и управления качеством
3 Экономико-математические статистические методы
3.3 Методы Тагути
Главная целевая направленность концепции или, как ее часто называют философии Тагути – это повышение качества с одновременным снижением его стоимости.
Традиционно в статистических методах качество и стоимость рассматривались раздельно, причем качество считалось главным фактором. Вначале, на этапе проектирования, определялись вредные характеристики качества, исследовался их разброс, и, если он не выходил за установленные пределы, характеристики принимались. Затем на основании полученных характеристик рассчитывалась стоимость изделия. Если она оказывалась выше заданной величины, то методом последовательных приближений уровень качества и стоимость подстраивались так, чтобы стоимость приближалась к расчетной величине.
В отличие от этого при расчетах по методике Тагути главным считается экономический фактор (стоимость). Тагути предлагает измерять качество теми потерями, которые вынуждено нести общество после того, как некоторый товар произведен и отправлен потребителю. Стоимость и качество связаны общей характеристикой, называемой функцией потерь качества, причем одновременно рассматриваются потери как со стороны потребителя (вероятность аварий, травм, отказов, невыполнения своих функций и т.д.) так и со стороны производителя (затраты времени, сил, энергии, токсичность и др.). Проектирование осуществляется таким образом, чтобы были удовлетворены обе стороны.
Согласно концепции Тогучи (рисунок 7.5), качество изделия с параметром, попадающим внутрь поля допуска, зависит от его близости к номинальному значению: когда значение параметра совпадает с номиналом, то потери не только для предприятия-потребителя, но и для всего общества равны нулю; при движении дальше по кривой они начинают возрастать.
Таким образом, потери возникают всегда, когда характеристики изделия отличаются от заданных, даже если они при этом не выходят за границы поля допуска. Чем выше качество, по концепции Тагучи, тем меньше потери общества.
Этот тезис он поясняет следующим примером. Предположим, что производитель выпускает некоторый товар, использование которого в течение всего срока службы обходится потребителю в определенную сумму. Эта сумма в результате улучшения товара может быть уменьшена, что будет стоить производителю 30 % суммы потерь от недостатка качества. В этом случае, оставшиеся 70 % - это потери, которых избегает потребитель, а, следовательно, и общество в целом. Таким образом, Тагути демонстрирует более глубокое, чем при традиционном подходе понимание меры связи между качеством и общественными потерями от его снижения.
В большинстве случаев потери от низкого качества, можно определить в виде квадратичной функции-потери, причиненные такой продукцией, возрастают как квадрат отклонения характеристики от номинального значения.
Функция потерь качества, выраженная в денежных единицах, определяется по формуле:
L = L(y) = K(y-m) 2 , (7.3)
где L – потери;
у – значение функциональной характеристики;
К – постоянная потерь, которая вычисляется с учетом расходов, которые имеет изготовитель при браковке продукции (затраты на восстановление или замену);
m – номинальное значение.
Вариация изменяется отклонением от цели или идеального значения. Поэтому ее можно найти даже для одного изделия. Если же нас интересуют потери, возникающие при выпуске партии изделий, то надо усреднить потери для всех изделий, входящих в эту партию. А такое среднее будет ничем иным, как дисперсией ( δ 2 ), или точнее средней квадратичной ошибкой, которая вычисляется по формуле:
δ 2 = , (7.4)
где n – объем партии изделий;
Среднее арифметическое значение.
= (7.5)
Тогда, δ 2 = среднее (у-m) 2 (7.6)
Следовательно, функция потерь в таком случае примет вид:
L = K δ 2 (7.7)
Очевидно, что если значение функциональной характеристики совпадает с номиналами, то потери равны 0.
Концепция Тагути разделяет жизненный цикл продукции на два этапа. К первому относится все, что предшествует началу серийного производства (научно-исследовательские и опытно-конструкторские работы, проектирование, опытное производство и отладка). Второй этап – собственно серийное производство и эксплуатация. В отличие от принятого подхода, предусматривающего контроль качества главным образом на втором этапе, а точнее - в условиях серийного производства. Тагути, считает, что основы качества закладываются в начале жизненного цикла продукции (и чем раньше, тем лучше). В связи с этим главное в исследовании проблем качества переносится на первый этап жизненного цикла продукции. Подобный подход позволяет построить работы на данном этапе таким образом, чтобы значения характеристики продукции были в наименьшей степени подвержены разбросу за счет несовершенства технологии, неоднородности сырья, вариации условий окружающей среды и других помех, неизбежных в производстве и эксплуатации.
В качестве критерия робастности, т.е. устойчивости к внешним воздействиям проектируемых объектов, Тагути предложил отношение «сигнал/шум», принятое в электросвязи. Целью разработки, которой добивался Тагути, является продукт, параметры или факторы которого установлены таким образом, что параметры качества этого продукта по возможности нечувствительны по отношению к шумам.
Под шумом понимают с одной стороны рассеяние компонентов продукта и влияний процесса, а с другой стороны, рассеяния влияния окружения и окружающей среды. Соответственно говорят о «внутреннем» и «внешнем» шуме. Отношение «сигнал/шум» – некоторая количественная мера изменчивости процесса при заданном наборе управляемых факторов. Как показал Тагути, все переменные можно разделить на два типа: управляемые факторы, т.е. переменные, которыми можно управлять и практически и экономически (сюда относятся, например, управляемые размерные параметры), и шумовые факторы, т.е. переменные, которыми на практике управлять трудно и дорого, хотя их можно сделать управляемыми в условиях планируемого эксперимента (например, вариация внутри диапазона допусков). Цель такого разделения состоит в том, чтобы найти такую комбинацию значений управляемых факторов (например, переменных конструкции или процесса), которые обеспечат проектируемому объекту максимальную устойчивость к ожидаемой вариации в шумовых факторах.
Чтобы обеспечить робастность производства надо начинать программу работ по качеству уже на стадии предварительного проекта. В ходе проектирования можно позаботится обо всех видах шумовых факторов. Если же заняться этим только на стадии конструирования или в самом ходе технологического процесса, то останется возможность воздействия лишь на те шумы, которые обусловлены неполадками технологического процесса.
Эксперименты в отношении управляемых факторов планируются и проводятся аналогично традиционным экспериментам. К примеру, используются фракционные факторные эксперименты. Отличие от традиционных экспериментов состоит в том, что каждый частный эксперимент проводится не при единых окружающих условиях, а несколько раз при различных окружающих условиях.
Основное отличие концепции Тагути от общепринятых – нацеленность не на устранение причин дисперсии значений, а на выявление контролируемых факторов и обеспечение нечувствительности продукции к влиянию шумов.
В своей простейшей форме отношение сигнал/шум – это отношение среднего значения (сигнал) к среднему квадратичному отклонению (шум), что является противоположностью известному коэффициенту вариации.
Основная формула для расчета отношения сигнал/шум имеет вид:
C/ Ш = -10 log (Q), (7.8)
где Q – параметр, который меняется в зависимости от типа характеристики.
Существует три общеупотребительных типа характеристик:
- первый тип – «лучше всего номинал», т.е. оптимальны номинальные характеристики (размеры, входное напряжение и т.п.);
- второй тип – «лучше меньше», т.е. оптимальны минимальные характеристики (например, содержание примеси в продукте);
- третий тип – «лучше больше», т.е. оптимальны максимальные характеристики (прочность, мощность и т.п.).
Независимо от типа характеристики отношение С/Ш всегда определяется следующим образом: чем больше значение С/Ш, тем лучше.
Отношение С/Ш позволяет найти оптимальный режим, который обладает наибольшей устойчивостью к воздействию неуправляемых факторов.
Процесс проектирования (разработки) по методам Тагути складывается из трех этапов:
а) Контроль качества на стадии НИР и ОКР;
Процесс проектирования изделия удобно разделить на три этапа:
1) проектирование системы, направленное на создание базового прототипа, обеспечивающего выполнение желаемых или требуемых функций. На этом этапе выбираются материалы, узлы, блоки и общая компоновка изделия;
2) выбор параметров. Этот этап введен Тагути. Задача заключается в том, чтобы выбрать значения (их часто называют уровнями) переменных, задающих как можно более близкое к желаемому поведение узлов, блоков и все системы. Выбор производится по критерию робастности при условии обеспечения номинала. Ключевую роль на этой стадии играют методы планирования эксперимента;
3) разработка допусков на готовую продукцию. Необходимо найти такие допуски, которые были бы наиболее экономически оправданными. При этом важно учитывать как потери, обусловленные отклонениями от номинала, так и потери, связанные с введением большого числа типоразмеров комплектующих узлов.
б) Контроль качества при конструировании и изготовлении технологического оборудования и оснастки;
Цель производства – экономное получение однородной продукции. На этом этапе проявляются те же три момента, но применительно к новой проблеме:
1) проектирование системы, выбор отдельных процессов и их объединение в технологическую цепочку;
2) выбор параметров, оптимизация всех переменных технологического процесса для сглаживания шумовых эффектов, появляющихся в ходе производства;
3) разработка допусков, устранение причин несоответствий.
в) Текущий контроль качества в ходе производственного процесса;
Это повседневная работа обслуживающего персонала, которая включает:
1) управление процессом – это управление условиями ведения технологического процесса;
2) управление качеством, измерение качества продукции и корректировку процесса, если это необходимо;
3) приемку – проведение, если это возможно, 100 %-ной проверки, на основании которой выбрасывают или исправляют бракованные изделия и отгружают потребителю годную продукцию.
Особенно эффективна система Тагути на этапе параметрического проектирования. Ключевую роль здесь играет использование нелинейных зависимостей, существующих между уровнями переменных и значений факторов шума.
Выбор параметров по Тагути осуществляется методами планирования эксперимента.
Методы Тагути – это целая совокупность методов, направленных на то, чтобы при разработке изделия обеспечить выпуск продукции не только с заданным номиналом, но и с минимальным разбросом вокруг этого номинала, причем разброс этот должен быть минимально нечувствительным к неизбежным колебаниям различных внешних воздействий.
Читайте также:
|
Г. Тагути сформулировал концепцию, в соответствии с которой важным аспектом качества продукции, будь то изделие промышленного производства или услуга, является общая потеря для общества, образующаяся в результате несовершенства данной продукции. По мнению Тагути, потери для общества могут быть двух типов: это потери, связанные с изменчивостью функции (продукции) и связанные с вредными побочными эффектами. В соответствии с этим подходом качество определяется через обратное свойство – недостаток качества.
В 1960 году Тагути высказал мысль, что качество не может рассматриваться просто как мера соответствия требованиям проектной конструкторской документации. Значения показателя внутри допуска (границ, установленных проектом) неравноценно, поэтому просто соблюдение качества в границах допуска недостаточно. Необходимо постоянно стремиться к номиналу, к уменьшению разброса даже внутри границ, установленных проектом.
По мнению Тагути стоимость и качество связаны общей характеристикой, называемой функцией потерь. Функция потерь качества является параболой с вершиной (потери равны нулю) в точке наилучшего значения (номинала), при удалении от номинала потери возрастают и на границе поля достигают своего максимального значения – потери от замены изделия.

Математический вид функции Тагути следующий:
L(x) = c (x –x 0) 2
где х – измеряемое значение показателя качества; х 0 – ее номинальное значение; L(x) - значение функции потерь Тагути в точке х ; с – коэффициент масштаба (подбираемый в соответствии с используемой денежной единицей при измерении потерь).
Мера качества по Тагути базируется главным образом на затратах, ив одной из книг он приводит иллюстрацию на примере несминаемой рубашки. Представьте себе, что отправка рубашки в прачечную стоит 250 йен, и обычная рубашка стирается 80 раз за время срока ее службы. Тогда расходы на прачечную в течение всего срока службы составят 20 000 йен. Если будет изготовлена рубашка другого типа, которая пачкается и сминается в два раза медленнее, покупатель сэкономит 10 000 йен на прачечной. Если стоимость новой рубашки будет обходиться производителю на 1 000 йен дороже, а продаваться она будет по цене на 2 000 йен дороже, чем обыкновенная рубашка, производитель выгадает 1 000 йен, а потребитель – 8 000 йен, что даст в целом экономию для общества в размере 9 000 йен. При этом сокращение стирки будет иметь благоприятные экологические последствия, что не дает большой экономии в денежном исчислении, но обеспечивает сбережение энергии, затрачиваемой на нагрев воды, сокращает расход моющих средств, уменьшает производимый шум. Подход Тагути трудно применим на практике, однако полезен для того, чтобы посмотреть, какую ответственность несет организация перед обществом и в каком состоянии находится ее политика в отношении окружающей среды.


















