Как правильно закручивать гайки на фланцах. Фланцевые соединения и крепеж. Обзор, общие сведения. Соединение фланцев. Фланцевое соединение. Свободные фланцы на приварном кольце
мента, указанного в таблице ниже.
a Приводимая ниже таблица применима к болтам, показанным на рис. А.
2. Таблица моментов затяжки болтов фланцевых соединений
a Если нет особых указаний, при затяжке болтов фланцевых соединений пользуйтесь нор"
мативами, приведенными ниже.
3. Таблица моментов затяжки втулок трубных соединений с уплотнительным кольцом
a Если нет особых указаний, при затяжке втулок разъемов трубопроводов с уплотнительным
кольцом пользуйтесь нормативами, приведенными ниже.

4. Таблица моментов затяжки заглушек с уплотнительным кольцом
a Если нет особых указаний, при затяжке заглушек с уплотнительным кольцом пользуйтесь
нормативами, приведенными ниже.

5. Таблица моментов затяжки для шлангов (с коническим и торцевым уплотнениями)
a Если нет особых указаний, при затяжке шлангов (с коническим и торцевым уплотнениями)
пользуйтесь нормативами, приведенными ниже
a Приведенные ниже моменты применяются при нанесении на резьбу моторного масла.

6. Таблица моментов затяжки для соединений с торцевым уплотнением
a Затягивайте соединения с торцевым уплотнением (накидные гайки) на трубах низкого
давления из плакированной стали, используемые на двигателях, до моментов, представ"
ленных в следующей таблице.
a Прикладывайте следующие моменты затяжки к соединениям с торцевым уплотнением,
предварительно нанеся на их резьбовые участки слой моторного масла.

Для справки: В зависимости от конкретных технических характеристик используются соединения с
торцевым уплотнением, размеры которых указаны в скобках ().
7. Таблица моментов затяжки для двигателей серии 102, 107 и 114 (болты и гайки)
a Если нет особых указаний, при затяжке болтов и гаек с метрической резьбой на

8. Таблица моментов затяжки для двигателей серии 102, 107 и 114 (шарнирные соединения)
a Если нет особых указаний, при затяжке шарнирных соединений с метрической резьбой на
двигателях серии 102, 107 и 114 пользуйтесь нормативами, приведенными ниже.

9. Таблица моментов затяжки для двигателей серии 102, 107 и 114 (Винты с конической
резьбой)
a Если нет особых указаний, при затяжке винтов с конической резьбой (ед. изм: дюйм) на
двигателях серии 102, 107 и 114 пользуйтесь нормативами, приведенными ниже.
СССР
РУКОВОДЯЩИЙ ДОКУМЕНТ
ФЛАНЦЕВЫЕ
СОЕДИНЕНИЯ СОСУДОВ И АППАРАТОВ
НА ДАВЛЕНИЕ СВЫШЕ 10 ДО 100 МПа
(СВЫШЕ 100 ДО 1000 КГС/СМ 2)
МЕТОДИКА РАСЧЕТА РЕЖИМОВ ЗАТЯЖКИ ШПИЛЕК
РД 26-01-122-89
РУКОВОДЯЩИЙ ДОКУМЕНТ
Дата введения 01.01.90
Настоящий руководящий документ распространяется на фланцевые соединения сосудов и аппаратов на давление свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см 2), работающих в химической, нефтехимической и смежных отраслях промышленности и устанавливает методику расчета режимов затяжки шпилек фланцевых соединений с уплотнительными кольцами двухконусного, треугольного (дельта), восьмиугольного сечений и с плоскими прокладками.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящий руководящий документ распространяется на фланцевые соединения сосудов и аппаратов, уплотнительные кольца и шпильки которых изготовлены в соответствии с ОСТ 26-01-86 и ОСТ 26-01-138 ¸ ОСТ 26-01-144 . 1.2. Допускается применение руководящего документа для фланцевых соединений сосудов и аппаратов по конструкции и параметрам отличающихся от приведенных в ОСТ 26-01-86 при согласовании с ИркутскНИИхиммашем. 1.3. Эффективность использования руководящего документа обеспечивается при условии выполнения требований нормативных документов ОСТ 26-01-86 и ОСТ 26-01-138 - ОСТ 26-01-144 к качеству поверхностей контакта деталей фланцевого соединения сосуда или аппарата высокого давления. 1.4. В руководящем документе приведена методика расчета режимов затяжки шпилек фланцевых соединений сосудов и аппаратов высокого давления как методом предварительной осевой вытяжки с помощью гидродомкратов или других нагружающих устройств, так и методом, использующим при затяжке шпилек крутящий момент. 1.5. Применение других режимов затяжки шпилек, отличающихся от приведенных в руководящем документе, допускается после их согласования с ИркутскНИИхиммашем. 1.6. Величина усилия затяжки шпилек определяется в соответствии с РД 26-01-168. 1.7. Основные термины, использованные в руководящем документе, приведены в приложении 1. 1.8. Условные обозначения приведены в приложениях 2 и 3.2. РАСЧЕТ РЕЖИМОВ ПРИ ЗАТЯЖКЕ ШПИЛЕК МЕТОДОМ ОСЕВОЙ ВЫТЯЖКИ
2.1. Последовательность расчета режимов затяжки
2.1.1. Определить величину усилия затяжки шпилек фланцевого соединения Q з в соответствии с РД 26-01-168. 2.1.2. Выбрать необходимое количество нагружающих устройств (гидродомкратов) i . Количество нагружающих устройств может быть принято: минимум - два и максимум - равное количеству шпилек затвора m . Принятое количество нагружающих устройств должно быть кратно количеству шпилек фланцевого соединения. Расчет начинают при i = 2. Необходимое количество нагружающих устройств уточняется в процессе расчета (п. 2.2.1.2). 2.1.3. Определить количество групп шпилек n (п. 2.2.1.1). 2.1.4. Определить окончательное усилие Q n , приходящееся на последнюю группу шпилек в конце процесса затяжки (п. 2.2.1.1). 2.1.5. Определить коэффициент относительной податливости уплотнительного кольца a . Для этого необходимо предварительно определить податливость уплотнительного кольца (п. 5.2) и группы шпилек при нагрузке на одну шпильку (п. 5.1.2). 2.1.6. Определить коэффициент разгрузки для каждой группы шпилек K z (раздел 4). 2.1.7. Определить величину текущего усилия нагружения каждой группы шпилек Q z . (п.п. 2.2.1., 2.2.2).2.2. Расчет режимов затяжки
2.2.1. Однообходной режим затяжки шпилек. 2.2.1.1. Текущее усилие нагружения Q z , очередной группы шпилек определяют по формуле![]() . (1)
. (1)
Текущее усилие нагружения одной шпильки определяют по формуле
Коэффициент разгрузки шпилек соответствующей группы определяют согласно раздела 4. В случае, когда нагружающее устройство имеет механизм для довертывания гаек с контролем величины крутящего момента, величину коэффициента разгрузки K z (м) определяют в соответствии с п. 4.3. Окончательное усилие Q n , приходящееся на одну группу шпилек в конце процесса затяжки определяют по формуле
Количество групп шпилек n в затворе определяют по формуле
Коэффициент относительной податливости уплотнительного кольца (прокладки) a определяют по формуле
Для двухконусного уплотнительного кольца существует два вида осевой податливости в зависимости от его положения - свободного кольца и прижатого к упору - соответственно, существует и два вида коэффициента относительной податливости уплотнительного кольца (прокладки). Для свободного кольца
Для кольца прижатого к упору
Коэффициенты a с и a у используются в расчетах в зависимости от положения уплотнительного кольца. Коэффициенты осевой податливости уплотнительного кольца l о, , и группы шпилек l ш ( Q ) определяют согласно раздела 5. 2.2.1.2. Полученную величину текущего усилия нагружения одной шпильки первой группы сравнивают с величиной допускаемой нагрузки на одну шпильку [ Q ] ¢ , при этом должно соблюдаться условие
Величину допускаемой нагрузки [ Q ] ¢ принимают меньшей из двух величин: полученной из условия обеспечения прочности участка шпильки, воспринимающего нагрузку, имеющего минимальную площадь поперечного сечения, в частности монтажного участка резьбы шпильки
![]() , (7)
, (7)
Где K 1 = 10 6 (10 2); соответствующей рабочему усилию нагружающего устройства
[ Q ] ¢ £ Q ну . (8)
При невыполнении условия (6) необходимо произвести расчет при увеличенном количестве нагружающих устройств. Пример расчета однообходного режима затяжки шпилек приведен в приложении 12. Если при этом условие (6) не выполняется, то необходимо произвести расчет пообходно-уравнительного режима затяжки шпилек. 2.2.2. Пообходно-уравнительный режим затяжки шпилек. 2.2.2.1. Текущее усилие нагружения Q z ( N ) любой группы шпилек при любом обходе определяют по формуле
 . (9)
. (9)
Текущее усилие нагружения одной шпильки определяют по формуле
Допускаемую на группу шпилек нагрузку [ Q ] определяют по формуле
[Q ] = i × [Q ] ¢ . (11)
2.2.2.2. Необходимое количество обходов M определяют по формуле
 . (12)
. (12)
Коэффициент разгрузки шпилек К z 2 при пообходно-уравнительном режиме затяжки определяют согласно раздела 4.
2.3. Последовательность затяжки шпилек
2.3.1. Установить нагружающие устройства на первую группу шпилек. 2.3.2. Шпильки первой группы нагрузить текущим усилием для первой группы. 2.3.3. Довернуть до упора гайки. В случае, когда нагружающее устройство имеет механизм для довертывания, гайки довернуть моментом соответствующей величины (см. п. 4.3). 2.3.4. Усилия, развиваемые нагружающими устройствами, снизить до нуля. 2.3.5. Переставить нагружающие устройства на вторую группу шпилек согласно схемы (см. приложение 4). 2.3.6. Шпильки второй группы нагрузить текущим усилием для второй группы. 2.3.7. Повторить операции, указанные в пунктах 2.3.3 - 2.3.4. 2.3.8. Шпильки остальных групп фланцевого соединения нагружаются соответствующими им усилиями в той же последовательности. 2.3.9. При затяжке шпилек пообходно-уравнительным методом первый обход групп шпилек нагружающими устройствами производится в той же последовательности, что и при однообходном методе затяжки. При последующих обходах первая группа шпилек нагружается усилием той же величины, что и первая группа при первом обходе. Текущие же усилия нагружения каждой последующей группы шпилек при каждом обходе, имеют соответствующие значения (см. п. 2.2.2.1).3. РАСЧЕТ РЕЖИМОВ ПРИ ЗАТЯЖКЕ ШПИЛЕК КРУТЯЩИМ МОМЕНТОМ
3.1. Расчет режимов затяжки
3.1.1. Методика позволяет произвести расчет текущего крутящего момента M z для моментной затяжки шпилек по соответствующим текущим усилиям нагружения одной шпильки , рассчитанным в соответствии с разделом 2. 3.1.2. При расчете текущих усилий нагружения каждой шпильки очередной группы в соответствии с формулами раздела 2, коэффициент разгрузки K z , принимается равным 1. Для случая использования только одного моментного ключа количество нагружающих устройств условно принимается равным 2. При количестве моментных ключей больше одного, в расчете учитывается фактическое количество ключей, используемое при затяжке, кратное количеству шпилек. 3.1.3. Текущий крутящий момент М z определяют по формуле , (13)
, (13)
Где K 2 = 10 3 . 3.1.3.1. Условный диаметр трения D Т торцевой поверхности гайки определяют по формуле:
![]() . (14)
. (14)
3.1.3.2. Коэффициент трения в резьбе f 1 и коэффициент трения на опорной поверхности гайки f 2 принимают в соответствии с табл. 1 .
Таблица 1
3.2. Последовательность затяжки шпилек
3.2.1. Порядок операций при затяжке шпилек одним моментным ключом. С целью исключения возможного перекоса крышки в процессе затяжки шпилек одним моментным ключом, затяжка каждой шпильки одной группы производится в два приема, приложением крутящего момента попеременно к каждой шпильке группы. С целью определения порядкового номера затягиваемой шпильки в группе, перед затяжкой очередной группы шпилек должен замеряться осевой зазор между торцевыми поверхностями крышки и фланца корпуса в зоне шпилек затягиваемой группы. При этом первой затягивают шпильку, в зоне которой осевой зазор максимальный. Затем затягивают вторую шпильку группы. 3.2.1.1. Установить крышку параллельно плоскости фланца. Допуск параллельности согласно ОСТ 26-01-86 . Довернуть рукой до упора все гайки шпилек. 3.2.1.2. Установить на первую шпильку первой группы моментный ключ. 3.2.1.3. Нагрузить шпильку моментом, равным 50 % от величины крутящего момента, рассчитанного для одной шпильки первой группы. 3.2.1.4. Переставить ключ на вторую шпильку первой группы согласно схемы (см. приложение 5, черт. 3). 3.2.1.5. Нагрузить вторую шпильку первой группы расчетным моментом для одной шпильки первой группы. 3.2.1.6. Довернуть рукой до упора гайки остальных шпилек. 3.2.1.7. Переставить ключ опять на первую шпильку первой группы. 3.2.1.8. Нагрузить шпильку полным расчетным моментом для одной шпильки первой группы. 3.2.1.9. Довернуть рукой все гайки до упора. 3.2.1.10. Замерить зазоры между торцами крышки и фланца корпуса сосуда или аппарата в зоне шпилек второй группы. 3.2.1.11. Установить ключ на шпильку второй группы со стороны большего зазора. 3.2.1.12. Повторить операции п.п. 3.2.1.3 - 3.2.1.9 для шпилек второй группы с соответствующими данной группе величинами крутящих моментов. 3.2.1.13. Повторить операции п.п. 3.2.1.10 - 3.2.1.12 для шпилек остальных групп при соответствующих им величинах крутящих моментов. 3.2.2. Порядок операций при затяжке шпилек двумя моментными ключами. 3.2.2.1. Установить крышку параллельно плоскости фланца. Допуск параллельности согласно ОСТ 26-01-86 . Довернуть рукой до упора все гайки шпилек. 3.2.2.2. Установить на шпильки первой группы моментные ключи. 3.2.2.3. Нагрузить шпильки крутящим моментом соответствующей величины. 3.2.2.4. Довернуть рукой гайки остальных шпилек до упора. 3.2.2.5. Переставить ключи на шпильки второй группы согласно схемы (см. приложение 5, черт. 4). 3.2.2.6. Нагрузить шпильки второй группы крутящим моментом соответствующей величины. 3.2.2.7. Повторить операцию п. 3.2.2.4. 3.2.2.8. Шпильки остальных групп фланцевого соединения нагружаются соответствующими крутящими моментами в той же последовательности.4. КОЭФФИЦИЕНТ РАЗГРУЗКИ ШПИЛЕК
4.1. Коэффициент разгрузки шпилек при однообходном режиме затяжки. Максимальную величину коэффициента разгрузки шпилек для рассматриваемых типов уплотнительных колец принимают равной K n = 1,5. Величину коэффициента разгрузки для соответствующего порядкового номера группы шпилек К z определяют по формулеВеличину коэффициента y z в зависимости от типа уплотнительного кольца, количества групп шпилек во фланцевом соединении и порядкового номера группы, определяют согласно приложений 10 и 11. Для фланцевых соединений с уплотнительным кольцом восьмиугольного сечения и плоской прокладкой коэффициент y z принимают равным 1. 4.2. Коэффициент разгрузки шпилек при пообходно-уравнительном режиме затяжки. Величину коэффициента разгрузки шпилек для первого обхода определяют аналогично п. 4.1. При последующих обходах величину коэффициента разгрузки для каждой группы шпилек принимают равной величине коэффициента разгрузки для последней группы первого обхода. 4.3. Коэффициент разгрузки шпилек при использовании довертывающего крутящего момента. В случае, когда нагружающее устройство имеет механизм для довертывания гаек с контролем величины крутящего момента, величину оптимального крутящего момента при вытянутой шпильке определяют по формуле
![]() , (16)
, (16)
Где K з = 10 10 (10 5). При этом величину коэффициента разгрузки шпилек K z (п. 4.1) уточняют по формуле
Величина коэффициента разгрузки K z ( M ) используется в разделе 2 при определении текущих усилий нагружения шпилек при использовании устройств с механизмом довертывания гаек.
5. КОЭФФИЦИЕНТЫ ОСЕВОЙ ПОДАТЛИВОСТИ ЭЛЕМЕНТОВ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ
5.1. Коэффициент осевой податливости шпилек
5.1.1. Коэффициент осевой податливости одной шпильки при нагрузке определяют по формуле![]() . (18)
. (18)
Коэффициент осевой податливости расчетной длины шпильки l ст определяют по формуле
Коэффициент удельной осевой податливости расчетной длины шпильки c выбирается для соответствующего типоразмера шпильки из приложения 6. Расчетная длина стержня шпильки l ст определяется по формуле
![]() . (20)
. (20)
Суммарный коэффициент осевой податливости резьбы соединений шпилька-гайка и шпилька-гнездо при соответствующей нагрузке на одну шпильку определяется в соответствии с приложением 9. Величины суммарного коэффициента осевой податливости резьбы при величинах нагрузки, заключенных между двумя последовательными табличными значениями указанных в приложениях, определяются при помощи линейной интерполяции. Нагрузку, равную усилию затяжки одной шпильки в конце процесса затяжки определяют по формуле
5.1.2. Коэффициент осевой податливости группы шпилек определяют по формуле
![]() . (22)
. (22)
5.2. Коэффициенты осевой податливости уплотнительных колец фланцевых соединений сосудов высокого давления
5.2.1. Коэффициент осевой податливости двухконусного кольца Коэффициент осевой податливости двухконусного свободного кольца выбирается для соответствующего типоразмера кольца из приложения 7. Коэффициент осевой податливости двухконусного кольца прижатого к упору крышки выбирается для соответствующего типоразмера кольца из приложения 7. Номер группы шпилек Z y , при котором двухконусное кольцо подходит к упору крышки и при этом изменяется величина его осевой податливости, определяют по формуле . (23)
. (23)
Окончательное усилие, приходящееся на одну группу шпилек в конце процесса затяжки Q n , определяют в соответствии с разделом 2. Суммарное усилие в шпильках Q у , при котором внутренняя поверхность кольца подходит к упору крышки, определяют по формуле
При расчете текущих усилий по формуле (1) раздела 2, до порядкового номера затягиваемой группы шпилек Z = Z у следует использовать в выражении (5) значения , а при Z > Z у - значения . 5.2.2. Величину коэффициента осевой податливости кольца треугольного сечения (дельта) l от выбирают для соответствующего типоразмера кольца из приложения 7. 5.2.3. Величину коэффициента осевой податливости сопряжения фланец корпуса сосуда высокого давления - кольцо восьмиугольного сечения - крышка l ов выбирают для соответствующего типоразмера кольца из приложения 8. 5.2.4. Величину коэффициента осевой податливости плоской прокладки l оп определяют по формуле
Где K 1 = 10 6 (10 2). Площадь плоской прокладки F оп определяют по формуле
![]() . (26)
. (26)
ПРИЛОЖЕНИЕ 1
Справочное
ОСНОВНЫЕ ТЕРМИНЫ
1. Режим затяжки - последовательность нагружения шпилек фланцевого соединения текущими усилиями (текущими крутящими моментами) определенной величины. 2. Текущее усилие - усилие нагружения очередной группы шпилек. 3. Текущий крутящий момент - момент, соответствующий текущему усилию нагружения одной шпильки очередной группы. 4. Группа шпилек - количество шпилек, одновременно нагружаемых в процессе затяжки. 5. Однообходный режим затяжки - режим, при котором требуемая величина усилия затяжки шпилек соединения достигается при однократном приложении соответствующего текущего усилия (текущего момента) к каждой шпильке (группе шпилек). 6. Пообходно-уравнительный режим затяжки - режим, при котором требуемая величина усилия затяжки шпилек соединения достигается за несколько обходов, приложением текущих усилий (текущих моментов) к каждой группе шпилек, соответствующих своему обходу. 7. Допускаемая нагрузка - усилие, величина которого определяется прочностью монтажного участка резьбы шпильки или мощностью нагружающего устройства. 8. Коэффициент разгрузки шпилек - коэффициент, учитывающий уменьшение усилия в шпильках при переносе нагрузки на гайку после снятия нагрузки нагружающего устройства и численно равный отношению величины усилия, прикладываемого к шпильке к величине остаточного усилия в шпильке. 9. Довертывающий крутящий момент - момент, который прикладывается к гайке при растянутой шпильке с целью снижения величины коэффициента разгрузки. 10. Монтажный участок резьбы шпильки - резьбовая часть шпильки, используемая для закрепления тяги нагружающего устройства.ПРИЛОЖЕНИЕ 2
Обязательное
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
Q з - усилие затяжки всех шпилек затвора, МН (кгс); - усилие затяжки одной шпильки, МН (кгс); Q h - окончательное усилие, приходящееся на одну группу шпилек в конце процесса затяжки, МН (кгс); Q z - текущее усилие нагружения очередной группы шпилек при однообходном режиме затяжки, МН (кгс); - текущее усилие нагружения одной шпильки очередной группы, МН (кгс); Q z (м) - текущее усилие нагружения очередной группы шпилек для соответствующего обхода при пообходно-уравнительном режиме затяжки, МН (кгс); - текущее усилие нагружения одной шпильки очередной группы, МН (кгс); [Q ] - допускаемая нагрузка на одну шпильку, МН (кгс); [Q ] - допускаемая нагрузка на группу шпилек, МН (кгс); Q ну - рабочее усилие нагружающего устройства, МН (кгс); М z - текущий крутящий момент для затяжки одной шпильки соответствующей группы, МН м (кгс м); М Кр.опт - оптимальный крутящий момент для довертывания гаек, МН м (кгс м); коэффициент осевой податливости двухконусного кольца: l - свободного, мм/МН (мм/кгс); l - прижатого к упору крышки, мм/МН (мм/кгс); l - коэффициент осевой податливости кольца восьмиугольного сечения, мм/МН (мм/кгс); l от - коэффициент осевой податливости кольца треуголь ного сечения (дельта), мм/МН (мм/кгс); l - коэффициент осевой податливости плоской прокладки, мм/МН (мм/кгс); l ш - коэффициент осевой податливости группы шпилек, мм/МН (мм/кгс); - коэффициент осевой податливости одной шпильки, мм/МН (мм/кгс); - коэффициент осевой податливости резьбового соединения шпилька-гайка и шпилька-гнездо (суммарный), мм/МН (мм/кгс); - коэффициент осевой податливости одной шпильки, на длине l ст мм/МН (мм/кгс); c - коэффициент удельной осевой податливости шпильки, на длине l ст мм/МН мм (мм/кгс мм); - предел текучести материала шпильки при 20 °С, МПа (кгс/см 2); - модуль упругости материала плоской прокладки при 20 °С, МПа (кгс/см 2); F ш - площадь сечения гладкой части шпильки, мм 2 ; F оп - площадь плоской прокладки, мм 2 ; b - угол конусности уплотнительных поверхностей (угол между осью вращения детали и образующей уплотнительной поверхности), град; l ст - расчетная длина шпильки, мм; H шб - высота шайбы, мм; H кр - толщина крышки, мм; h заз - зазор между торцем крышки и фланцем корпуса сосуда, мм; d о r - радиальный зазор между внутренней поверхностью обтюратора и упором крышки, мм; d 2 - средний диаметр резьбы, мм; h - высота плоской прокладки, мм; D - внутренний диаметр сосуда или горловины, мм; D 1 , D 2 - диаметральные размеры плоской прокладки; D г - диаметр наружной проточки гайки, мм; d шб - диаметр шайбы внутренний, мм; d р - диаметр резьбовой части шпильки, мм; d о - диаметр центрального отверстия в шпильке, мм; D т - условный диаметр трения торцевой поверхности гайки, мм; P - шаг резьбы шпильки, мм; m - количество шпилек во фланцевом соединении; i - количество одновременно действующих гидродомкратов; n - количество групп шпилек во фланцевом соединении; Z - порядковый номер группы шпилек; Z у - номер группы шпилек, при котором обтюратор изменяет свою податливость; M - количество обходов; N - порядковый номер обхода; K z 1 - коэффициент разгрузки шпилек при однообходном режиме затяжки для соответствующей группы; K z 2 - коэффициент разгрузки шпилек при пообходно-уравнительном режиме затяжки; K z (M) коэффициент разгрузки шпилек для соответствующей группы (при условии доворачивания гаек крутящим моментом); K 1 , K 2 , K 3 - коэффициент пропорциональности для перевода величин в единицы систем СИ и (МКС); a - коэффициент относительной податливости уплотнительного кольца (прокладки); a с - коэффициент относительной податливости двухконусного уплотнительного кольца свободного; a у - коэффициент относительной податливости двухконусного уплотнительного кольца прижатого к упору; f 1 , f 2 - коэффициент трения в резьбе и на опорной поверхности гайки; y z - коэффициент.ПРИЛОЖЕНИЕ 3
Обязательное
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ОСНОВНЫХ РАЗМЕРОВ ЭЛЕМЕНТОВ ФЛАНЦЕВОГО СОЕДИНЕНИЯ СОСУДОВ И АППАРАТОВ ВЫСОКОГО ДАВЛЕНИЯ

1 - корпус сосуда, 2 - крышка, 3 - двухконусное кольцо, 4 - шпилька, 5 - гайка, 6 - шайба
ПРИЛОЖЕНИЕ 4
СХЕМЫ ПЕРЕСТАНОВКИ НАГРУЖАЮЩИХ УСТРОЙСТВ ПРИ ОСЕВОЙ ВЫТЯЖКЕ ШПИЛЕК

ПРИЛОЖЕНИЕ 5
СХЕМЫ ПЕРЕСТАНОВКИ КЛЮЧА ПРИ МОМЕНТНОЙ ЗАТЯЖКЕ ШПИЛЕК
Затяжка одним моментным ключом

1 - 1 - номер группы шпилек
Затяжка двумя ключами

ПРИЛОЖЕНИЕ 6
Обязательное
КОЭФФИЦИЕНТ УДЕЛЬНОЙ ОСЕВОЙ ПОДАТЛИВОСТИ СТЕРЖНЯ ШПИЛЬКИ
Таблица 2
|
Диаметр резьбы d р , мм |
Удельная осевая податливость стержня шпильки c × 10 мм/МН (10 6 мм/кгс мм) |
ПРИЛОЖЕНИЕ 7
Обязательное
КОЭФФИЦИЕНТ ОСЕВОЙ ПОДАТЛИВОСТИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ
Таблица 3
|
Внутренний диаметр сосуда или горловины, мм |
Податливость двухконусного кольца |
Податливость кольца треугольного сечения l от, мм/МН (10 5 мм/кгс) |
|
|
свободного , мм/МН (10 5 мм/кгс) |
находящегося на упоре , мм/МН (10 5 мм/кгс) |
||
ПРИЛОЖЕНИЕ 8
Обязательное
КОЭФФИЦИЕНТ ОСЕВОЙ ПОДАТЛИВОСТИ УЗЛА УПЛОТНЕНИЯ С КОЛЬЦОМ ВОСЬМИУГОЛЬНОГО СЕЧЕНИЯ
Таблица 4
|
Внутренний диаметр аппарата или горловины, мм |
Давление, МПа (кгс/см 2) |
Податливость узла уплотнения l ов , мм/МН (10 5 мм/кгс) в зависимости от размера сечения, соответствующего механическим свойствам материала уплотнительного кольца |
|
|
230 МПа (2300 кгс/см 2) £ £ 300 МПа (3000 кгс/см 2) |
³ 300 МПа(3000 кгс/см 2) |
||
ПРИЛОЖЕНИЕ 9
Обязательное
СУММАРНЫЙ КОЭФФИЦИЕНТ ОСЕВОЙ ПОДАТЛИВОСТИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ШПИЛЬКА-ГАЙКА И ШПИЛЬКА-ГНЕЗДО
Таблица 5
|
Диаметр резьбы, мм, d р |
||||
|
5 × 10 -2 М H (5 × 10 3 кгс) |
10 × 10 -2 МН (10 × 10 3 кгс) |
15 × 10 -2 МН (15 × 10 3 кгс) |
20 × 10 -2 МН (20 × 10 3 кгс) |
|
Продолжение табл. 5
|
Диаметр резьбы, мм, d р |
Суммарный коэффициент осевой податливости резьбы мм/ MH (10 5 мм/кгс) в зависимости от нагрузки , МН (кгс) |
|||
|
25 × 10 -2 М H (25 × 10 3 кгс) |
30 × 10 -2 М H (30 × 10 3 кгс) |
40 × 10 -2 М H (40 × 10 3 кгс) |
50 × 10 -2 М H (50 × 10 3 кгс) |
|
Продолжение табл. 5
|
Диаметр резьбы, мм, d р |
Суммарный коэффициент осевой податливости резьбы мм/ MH (10 5 мм/кгс) в зависимости от нагрузки , МН (кгс) |
|||
|
60 × 10 -2 М H (60 × 10 3 кгс) |
80 × 10 -2 М H (80 × 10 3 кгс) |
100 × 10 -2 М H (100 × 10 3 кгс) |
120 × 10 -2 М H (120 × 10 3 кгс) |
|
Продолжение табл. 5
|
Диаметр резьбы, мм, d р |
Суммарный коэффициент осевой податливости резьбы мм/ MH (10 5 мм/кгс) в зависимости от нагрузки , МН (кгс) |
|||
|
140 × 10 -2 М H (140 × 10 3 кгс) |
160 × 10 -2 М H (160 × 10 3 кгс) |
180 × 10 -2 М H (180 × 10 3 кгс) |
200 × 10 -2 М H (200 × 10 3 кгс) |
|
Продолжение табл. 5
|
Диаметр резьбы, мм, d р |
Суммарный коэффициент осевой податливости резьбы мм/ MH (10 5 мм/кгс) в зависимости от нагрузки , МН (кгс) |
|||
|
250 × 10 -2 М H (250 × 10 3 кгс) |
300 × 10 -2 М H (300 × 10 3 кгс) |
350 × 10 -2 М H (350 × 10 3 кгс) |
400 × 10 -2 М H (400 × 10 3 кгс) |
|
Продолжение табл. 5
|
Диаметр резьбы, мм, d р |
Суммарный коэффициент осевой податливости резьбы мм/ MH (10 5 мм/кгс) в зависимости от нагрузки , МН (кгс) |
|||
|
450 × 10 -2 М H (450 × 10 3 кгс) |
500 × 10 -2 М H (500 × 10 3 кгс) |
600 × 10 -2 М H (600 × 10 3 кгс) |
700 × 10 -2 М H (700 × 10 3 кгс) |
|
Продолжение табл. 5
|
Диаметр резьбы, мм, d р |
Суммарный коэффициент осевой податливости резьбы мм/ MH (10 5 мм/кгс) в зависимости от нагрузки , МН (кгс) |
|||
|
800 × 10 -2 М H (800 × 10 3 кгс) |
900 × 10 -2 М H (900 × 10 3 кгс) |
1000 × 10 -2 М H (1000 × 10 3 кгс) |
1100 × 10 -2 М H (1100 × 10 3 кгс) |
|
Продолжение табл. 5
|
Диаметр резьбы, мм, d р |
Суммарный коэффициент осевой податливости резьбы мм/ MH (10 5 мм/кгс) в зависимости от нагрузки , МН (кгс) |
|||
|
1200 × 10 -2 М H (1200 × 10 3 кгс) |
1300 × 10 -2 М H (1300 × 10 3 кгс) |
1400 × 10 -2 М H (1400 × 10 3 кгс) |
1500 × 10 -2 М H (1500 × 10 3 кгс) |
|
ПРИЛОЖЕНИЕ 10
Обязательное
ЗАВИСИМОСТЬ КОЭФФИЦИЕНТА Y z ОТ КОЛИЧЕСТВА ГРУПП И ПОРЯДКОВОГО НОМЕРА ГРУППЫ ДЛЯ ФЛАНЦЕВОГО СОЕДИНЕНИЯ С ДВУХКОНУСНЫМ КОЛЬЦОМ

ПРИЛОЖЕНИЕ 11
Обязательное
ЗАВИСИМОСТЬ КОЭФФИЦИЕНТА Y z ОТ КОЛИЧЕСТВА ГРУПП И ПОРЯДКОВОГО НОМЕРА ГРУППЫ ДЛЯ ФЛАНЦЕВОГО СОЕДИНЕНИЯ С УПЛОТНИТЕЛЬНЫМ КОЛЬЦОМ ТРЕУГОЛЬНОГО СЕЧЕНИЯ (ДЕЛЬТА)

ПРИЛОЖЕНИЕ 12
Справочное
ПРИМЕР РАСЧЕТА ОДНООБХОДНОГО РЕЖИМА ЗАТЯЖКИ ШПИЛЕК ФЛАНЦЕВОГО СОЕДИНЕНИЯ С ДВУХКОНУСНЫМ КОЛЬЦОМ
1. Исходные данные Внутренний диаметр сосуда - 1000 мм. Расчетное давление - 70 МПа. Прокладка медная - s см = 100 МПа. Средний диаметр уплотнения - D к = 1044,9 мм. Размеры двухконусного кольца: h 1 = 85 мм; h 2 = 42 мм. Количество шпилек - m = 12. Диаметр резьбы шпилек - d р М140×6. Диаметр шейки шпильки - d = 131 мм. Высота крышки - H кр = 280 мм. Высота шайбы - H шб = 38 мм. Зазор между крышкой и фланцем - h заз = 10 мм. 2. Суммарное усилие затяжки всех шпилек определяем в соответствии с РД 26-01-168 по формуле:![]() ,
,
Где l - ширина уплотнительной поверхности,
![]() мм.
мм.
Тогда
3. Принимаем количество нагружающих устройств (гидродомкратов) i = 2. 4. Количество групп шпилек в затворе определяется по формуле:
![]() .
.
5. Окончательное усилие Q n , приходящееся на одну группу шпилек в конце процесса затяжки, определяем по формуле:
![]() МН.
МН.
6. Усилие затяжки одной шпильки в конце процесса затяжки
МН будет равна
Податливость группы шпилек равна
![]() мм/МН.
мм/МН.
7.2. Определяем по приложению 7 осевую податливость двухконусного кольца, соответственно, свободного и прижатого к упору:
7.3. Суммарное усилие в шпильках Q у , при котором внутренняя поверхность двухконусного кольца подходит к упору крышки, определяется по формуле:
![]() МН,
МН,
Где d о r = 1,07 мм - средний зазор между двухконусным кольцом и упором крышки для диаметра уплотнения 1000 мм выбирается в соответствии ОСТ 26-01-86. 7.4. Величины относительной податливости уплотнительного кольца свободного a с и находящегося на упоре крышки a у будут равны:
![]()
![]() .
.
7.5. Номер группы Z у при котором двухконусное кольцо подходит к упору крышки и при этом изменяется величина его осевой податливости, определяем по формуле
Следовательно, при затяжке шпилек первой группы, обтюратор подходит к цилиндрическому упору крышки и величина его осевой податливости изменяется. Таким образом, при расчете текущих усилий нагружения шпилек групп с 1 по 6 должна использоваться величина мм/МН. 8. Коэффициент разгрузки 8.1. Согласно п. 4.1 максимальная величина коэффициента разгрузки шпилек для фланцевого соединения с двухконусным кольцом равна K n = 1,5. 8.2. Коэффициент разгрузки шпилек для каждой группы. Согласно приложению 10 определяем для каждого порядкового номера группы коэффициент y z
| 1. Общие положения. 1 2. Расчет режимов при затяжке шпилек методом осевой вытяжки. 1 2.1. Последовательность расчета режимов затяжки. 1 2.2. Расчет режимов затяжки. 2 2.3. Последовательность затяжки шпилек. 3 3. Расчет режимов при затяжке шпилек крутящим моментом.. 4 3.1. Расчет режимов затяжки. 4 3.2. Последовательность затяжки шпилек. 4 4. Коэффициент разгрузки шпилек. 5 5. Коэффициенты осевой податливости элементов фланцевых соединений. 6 5.1. Коэффициент осевой податливости шпилек. 6 5.2. Коэффициенты осевой податливости уплотнительных колец фланцевых соединений сосудов высокого давления. 6 Приложение 1 Основные термины.. 7 Приложение 2 Условные обозначения. 8 Приложение 3 Условные обозначения основных размеров элементов фланцевого соединения сосудов и аппаратов высокого давления. 9 Приложение 4 Схемы перестановки нагружающих устройств при осевой вытяжке шпилек. 9 Приложение 5 Схемы перестановки ключа при моментной затяжке шпилек. 10 Приложение 6 Коэффициент удельной осевой податливости стержня шпильки. 11 Приложение 7 Коэффициент осевой податливости уплотнительных колец. 11 Приложение 8 Коэффициент осевой податливости узла уплотнения с кольцом восьмиугольного сечения. 11 Приложение 9 Суммарный коэффициент осевой податливости резьбовых соединений шпилька-гайка и шпилька-гнездо. 12 Приложение 10 Зависимость коэффициента Y z от количества групп и порядкового номера группы для фланцевого соединения с двухконусным кольцом.. 15 Приложение 11 Зависимость коэффициента Y z от количества групп и порядкового номера группы для фланцевого соединения с уплотнительным кольцом треугольного сечения. 15 Приложение 12 Пример расчета однообходного режима затяжки шпилек фланцевого соединения с двухконусным кольцом.. 16 Информационные данные. 18 |
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ РД 26-01-122-89
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К проекту руководящего документа «Фланцевые соединения сосудов и аппаратов на давление свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см 2). Методика расчета режимов затяжки шпилек». (Окончательная редакция, представляемая на утверждение).
1. ОСНОВАНИЕ ДЛЯ РАЗРАБОТКИ РУКОВОДЯЩЕГО ДОКУМЕНТА
План отраслевой стандартизации на 1988 год, тематический план института на 1988 год, шифр темы 7965-68-21. Проект руководящего документа соответствует техническому заданию на его разработку, утвержденному УкрНИИхиммашем 17.03.88 г.
2. ЦЕЛИ И ЗАДАЧИ РАЗРАБОТКИ РУКОВОДЯЩЕГО ДОКУМЕНТА
Целью настоящей работы является пересмотр РД РТМ 26-01-122-79 «Фланцевые соединения сосудов и аппаратов на давление свыше 9,81 до 98,1 МПа (свыше 100 до 1000 кгс/см 2). Методика расчета режимов затяжки шпилек» с внесением в него дополнений и изменений, возникших за время его действия, а также результатов научно-исследовательских работ, проведенных в последнее время. Разработка руководящего документа позволит решить задачу повышения надежности сосудов и аппаратов высокого давления, работающих в промышленности по производству минеральных удобрений и других отраслях промышленности. Пересмотр руководящего документа обеспечит соответствие его современному мировому научно-техническому уровню и требованиям действующих стандартов.
3. ХАРАКТЕРИСТИКА ОБЪЕКТА СТАНДАРТИЗАЦИИ
Объектом стандартизации является методика расчета режимов затяжки шпилек фланцевых соединений сосудов и аппаратов, работающих под давлением свыше 9,81 до 98,1 Па. Руководящий документ разрабатывается взамен действующего РД РТМ 26-01-122-79. В последнее время разработан и введен в действие с 01.07.85 г. ГОСТ 26303-84 (СТ СЭВ 4350-83) «Сосуды и аппараты высокого давления. Шпильки. Методы расчета на прочность», переработаны нормативные документы ОСТ 26-01-86-78 и ОСТ 26-01-87-78 соответственно в документы ОСТ 26-01-86-88 «Уплотнения неподвижные металлические для сосудов и аппаратов на давление свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см 2). Типы. Конструкция и размеры. Технические требования. Правила приемки. Методы контроля» и РД 26-01-168-88 «Уплотнения неподвижные металлические для сосудов и аппаратов на давление свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см 2). Методика расчета на прочность и плотность», которые вводятся в действие с 01.01.89. Также переработан ОСТ 26-1360-75 в сборник ОСТ 26-01-136-81 ¸ ОСТ 26-01-144-81 «Изделия крепежные для сосудов и аппаратов на давление свыше 9,81 до 98,1 МПа (свыше 100 до 1000 кгс/см 2). Типы. Конструкция и размеры. Общие технические требования», который введен в действие с 01.07.82 г. Содержание перерабатываемого руководящего документа необходимо было привести в соответствие с вновь введенными в действие нормативными документами. Кроме того, за время действия руководящего документа РД РТМ 26-01-122-79 накоплен значительный опыт по расчету режимов затяжки шпилек и использованию данных режимов при эксплуатации фланцевых соединений сосудов и аппаратов высокого давления, что позволило заинтересованным организациям сделать некоторые замечания и предложения по совершенствованию методики расчета. В результате, в перерабатываемом руководящем документе учтены замечания и предложения организаций, изменения вновь введенных стандартов и результаты научно-исследовательских работ по уточнению величин коэффициентов осевой податливости уплотнительных колец и резьбовых соединений типов шпилька-гайка и шпилька-резьбовое гнездо фланца корпуса сосуда или аппарата (тема 84-09).
4. НАУЧНО-ТЕХНИЧЕСКИЙ УРОВЕНЬ РУКОВОДЯЩЕГО ДОКУМЕНТА
Руководящий документ разработан с использованием результатов теоретических и экспериментальных исследований, а также опыта использования РД РТМ 26-01-122-79 и выполнен на современном научно-техническом уровне.
5. ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ОТ ВНЕДРЕНИЯРУКОВОДЯЩЕГО ДОКУМЕНТА
Технико-экономическая эффективность от внедрения руководящего документа обусловлена уточнением величин коэффициентов осевой податливости элементов затворов сосудов высокого давления которое позволяет более качественно проводить процесс затяжки шпилек (обеспечение заданного усилия затяжки при равномерном его распределении по всем шпилькам затвора), а следовательно и повышением надежности работы уплотнений сосудов и аппаратов высокого давления.
6. ВНЕДРЕНИЕ, ВВЕДЕНИЕ РУКОВОДЯЩЕГО ДОКУМЕНТА В ДЕЙСТВИЕ (СРОК ДЕЙСТВИЯ) И ПРОВЕРКА РУКОВОДЯЩЕГО ДОКУМЕНТА
Предполагаемая дата введения руководящего документа в действие с учетом времени на его издание и обеспечение им заинтересованных организаций и предприятий планируется с 01.01.90 г. Из опыта пользования стандартами установлено, что ограниченный срок действия нормативного документа 5 лет является наиболее оптимальным. За этот период могут быть разработаны новые или заменены старые стандарты, на которые были ссылки, а также возникнуть новые решения вопросов и т.д. Проверка руководящего документа проводится в установленном порядке, предполагаемый срок первой проверки 1993 г.
7. ВЗАИМОСВЯЗЬ С ДРУГИМИ НОРМАТИВНО-ТЕХНИЧЕСКИМИ ДОКУМЕНТАМИ
Руководящий документ взаимосвязан с ГОСТ 26303-84, ОСТ 26-01-138-81 - ОСТ 26-01-144-81, ОСТ 26-01-86-88, РД 26-01-168-88, РД РТМ 26-01-122-79, который должен быть отменен в результате утверждения и введения в действие разработанного руководящего документа.
Первая редакция проекта руководящего документа разослана на отзыв 26 организациям и предприятиям министерства химического и нефтяного машиностроения и смежных отраслей промышленности. Получено 20 отзывов: 5 от предприятий и организаций МХНМ и 15 от организаций и предприятий смежных отраслей. Отзывов с замечаниями и предложениями получено 7, из них 2 от МХНМ (УкрНИИхиммаш и Уралхиммаш) и 5 от организаций других смежных отраслей. Подавляющее большинство замечаний и предложений принято при разработке окончательной редакции руководящего документа. По некоторым замечаниям сделаны пояснения. Составлена сводка отзывов. Принципиальных разногласий по замечаниям и предложениям нет.
9. СВЕДЕНИЯ О СОГЛАСОВАНИИ
Окончательная редакция проекта руководящего документа согласно технического задания согласована с НИИхиммаш, ГИАП, Министерством минеральных удобрений СССР, УкрНИИхиммаш, Госгортехнадзором СССР. В связи с тем, что принципиальных разногласий по документу нет (большинство замечаний и предложений приняты), согласительное совещание проводить не было необходимости.
10. ИСТОЧНИКИ ИНФОРМАЦИИ
При разработке руководящего документа использованы следующие технические материалы: ГОСТ 26303-84 (СТ СЭВ 4350-83) «Сосуды и аппараты высокого давления. Шпильки. Методы расчета на прочность»; ОСТ 26-01-138-81 ¸ ОСТ 26-01-144-81 «Изделия крепежные для сосудов и аппаратов на давление свыше 9,81 до 98,1 МПа (свыше 100 до 1000 кгс/см 2). Типы. Конструкция и размеры. Общие технические требования»; ОСТ 26-01-86-88 «Уплотнения неподвижные металлические для сосудов и аппаратов на давление свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см 2). Типы. Конструкция и размеры. Технические требования. Правила приемки. Методы контроля»; РД 26-01-168-88 «Уплотнения неподвижные металлические для сосудов и аппаратов на давление свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см 2) . Методика расчета на прочность и плотность»; РД РТМ 26-01-122-79 «Фланцевые соединения сосудов и аппаратов на давление свыше 9,81 до 98,1 МПа (свыше 100 до 1000 кгс/см 2). Методика расчета режимов затяжки шпилек»; Отчеты ИркутскНИИхиммаш по теме 0154-78-20 «Руководящий технический материал. Затворы для сосудов и аппаратов на давление свыше 100 до 1000 кгс/см 2 . Методика расчета режимов затяжки шпилек»; Отчеты ИркутскНИИхиммаш по теме 0154-84-09 «Проведение НИР по определению деформационных характеристик деталей затворов и разработка рекомендаций по пересмотру РД РТМ 26-01-122-79», 1985 г. Статья «Уточнение коэффициента разгрузки при затяжке резьбовых соединений», Румянцев О.З., Продан В.Д. и др. «Вестник машиностроения». Москва, 1974. Заместитель директора по научной работе В.И. Лившиц Заведующий отделом стандартизации В.И. Королев Заведующий отделом прочности А.К. Древин Заведующий лабораторией В.К. Погодин Руководитель темы, научный сотрудник В.П. Вирюкин
Фланцевое соединение - наиболее уязвимое и слабое место трубопровода.
Сборка труб с фланцами является одной из наиболее распространенных и ответственных операций при изготовлении и монтаже трубопроводов, так как расстройство фланцевого соединения вызывает необходимость отключения трубопровода.
Пропуски среды через неплотности фланцевых соединений в процессе испытания и эксплуатации трубопроводов происходят вследствие слабой затяжки фланцев, перекосов между плоскостями фланцев, некачественной очистки уплотнительных поверхностей фланцев перед установкой новой прокладки, неправильной установки прокладки между фланцами, применения.некачественного прокладочного материала или материала, который не соответствует параметрам среды, дефектов на уплотнительных поверхностях (зеркалах) фланцев.
Процесс сборки фланцевого соединения состоит из установки (напасовки), выверки и крепления фланцев на концах труб, установки прокладки и соединения двух фланцев болтами или шпильками. Соединяемые участки труб перед сборкой фланцевого соединения выверяют на прямолинейность их осей.
При напасовке фланцев на трубы в соответствии со СНиП ШТ.9-62 должны быть соблюдены следующие требования.
Отклонение от перпендикулярности фланца п к оси трубы (перекос), измеренное по наружному диаметру фланца (рис. 99, а) не должно превышать 0,2 мм на каждые 100 мм диаметра трубопровода, предназначенного для работы под давлением до 16 кгс/см 2 , 0,1 мм - под давлением от 16 кгс/см 2 до 64 кгс/см 2 и 0,05 мм под давлением выше 64 кгс/см 2 .
Устанавливать фланцы надо так, чтобы отверстия для болтов и шпилек были расположены симметрично главным осям (вертикальной и горизонтальной), но не совпадали с ними (рис. 99,6). Смещения осей болтовых отверстий во фланцах т относительно оси симметрии не должны превышать ± 1 мм при диаметре отверстий 18-25 мм, ±1,5 мм - при 30-34 мм и ±2 мм - при 41 мм.
Смещение осей отверстий фланца по окружности трубы проверяют с помощью отвеса или уровня, по которым находят вертикальную или горизонтальную ось, а затем линейкой контролируют смещение отверстий.
Перпендикулярность фланца проверяют контрольным угольником (рис. 100) и щупом. Зазор между фланцем 2 и угольником 1 замеряют в точках, диаметрально противоположных точкам касания.
Для напасовки на трубы с условным проходом до 200 мм плоских и приварных встык фланцев с центровкой их по внутреннему диаметру трубы применяют приспособление, показанное на рис. 101. Приспособление состоит из рычажного устройства 1 установленного на штоке 3, и диска 5 . Для установки фланца 6 рычажный механизм вставляют внутрь трубы 2. При вращении штока 3 по часовой стрелке рычаги расходятся, прижимая планки 4 к стенке трубы, при этом диск устанавливается строго перпендикулярно оси трубы. Плоские фланцы устанавливают по диску приспособления (положение 1 ), а приварные встык - по торцу трубы и планкам приспособления (положение II ). После выверки положения фланца его прихватывают электродуговой сваркой.
Рис. 99. Положение фланца при установке на трубе:
а - отклонение от перпендикулярности фланца к осн. трубы,
б - смещение осей болтовых отверстий во фланцах относительно оси симметрии

Рис. 100. Контрольный угольник:
I - угольник, 2 - фланец, 3 - труба

Рис. 101. Приспособление для напасовки фланцев с центровкой по внутреннему диаметру трубы:
1 - рычажное устройство, 2 - труба, 3 - шток с воротком, 4 - планка, 5 - диск, 6 - фланец
При сборке элементов и узлов трубопроводов на сборочных стендах для напасовки фланцев применяют специальные передвижные приспособления.
Для напасовки фланцев приварных встык с условным проходом до 5О0 мм наиболее рационально приспособление, показанное на рис. 102, а. Привариваемый фланец устанавливают на сменные контрольные штифты 1 , изготовленные в соответствии с диаметром болтового отверстия фланца. Эти штифты с помощью двухзаходного винта 2 и рукоятки 3 разводят и фиксируют положение болтовых отверстий фланца симметрично вертикальной оси. Перпендикулярность фланца продольной оси трубы достигается прижатием его зеркала к плоскости установочной каретки 4. Совпадение оси фланца с осью трубы достигается перемещением каретки с фланцем по вертикали с помощью винта 5 и рукоятки 6. Приспособление установлено на направляющих роликах 7, и после сборки и прихватки элемента легко откатывается.
При сборке на таком приспособлении плоского фланца внутрь его вставляют установочное кольцо, чтобы труба не доходила до торца каретки (плоскости фланца) на требуемую величину. Недостаток данной конструкции заключается в необходимости индивидуальной центровки внутреннего отверстия фланца и трубы при сборке.
На рис. 102,6 показано приспособление для напасовки плоских фланцев с условным проходом до 500 мм. Оно отличается от описанного выше тем, что на установочной каретке вместе контрольных штифтов закреплена оправка 8, имеющая сери» цилиндрических выступов, диаметры которых соответствуют внутренним диаметрам собираемых фланцев. Ширину выступов принимают с учетом величины, на которую не доводят фланец. Торцовые поверхности выступов обработаны строго перпендикулярно продольной оси. Фланец надевают на трубу и прижимают зеркалом к торцовой поверхности оправки. Установочную каретку перемещают с помощью винта 5, чтобы она по высоте находилась на одной оси с трубой.

Рис. 102. Приспособления для напасовки фланцев:
а
- приварных встык, б
- плоских приварных; 1
- контрольный штифт, 2
- двухзаходный винт,
3, 6
- рукоятки, 4
- установочная каретка, 5
- винт, 7
- направляющие ролики, 8
- оправка
Если фланец не имеет перекоса или величина перекоса допускаемая, производят окончательную сборку соединения с установкой прокладок. Мягкие прокладки (из паронита, картона, асбеста) перед установкой смачивают водой и натирают с обеих сторон сухим графитом. Смазывать прокладки мастиками или графитом, разведенным на масле, нельзя, так как мастика и масло пригорают к зеркалам фланца и портят их поверхность.
Плотность фланцевого соединения в значительной степени зависит не только от чистоты поверхности зеркал фланцев, качества и размеров прокладки, но и от тщательной и умелой сборки и затяжки гаек. Перед сборкой фланцевых соединений с выступом и впадиной следует убедиться в том, что выступ одного фланца свободно входит во впадину сопрягаемого с ним фланца, а прокладка не имеет смещений в ту или иную сторону.
Сборка труб со свободными фланцами на приварном кольце или отбортованной трубе ничем не отличается от вышеизложенного и сводится в основном к подготовке конца трубы.
Исправление перекоса фланцев при их сборке путем натяга болтов или шпилек, а также устранение зазоров установкой клиновых прокладок не допускается. Такой натяг вызывает одностороннее сжатие прокладки и недопустимую вытяжку болтов или шпилек, в результате чего соединение становится неплотным. Перетянутые болты или шпильки в процессе эксплуатации могут разорваться.
Гайки фланцевых соединений с паронитовыми прокладками затягивают по способу крестообразного обхода. Сначала затягивают одну пару противоположно лежащих болтов, затем вторую пару, находящуюся под углом 90° к первой. Постепенно поперечным завертыванием гаек затягиваются все болты. При такой последовательности затяжки гаек не образуется перекосов во фланцевых соединениях.
Гайки с металлическими прокладками затягивают по способу кругового обхода, т. е. при трех- или четырехкратном круговом обходе равномерно затягивают все гайки. Гайки фланцевого соединения затягивают ручными и механизированными гаечными ключами с трещотками. К механизированным инструментам относятся ключи-гайковерты с электрическим или пневматическим приводом. Равномерность затяжки и величину холодного натяга шпилек фланцевого соединения и крышек арматуры на трубопроводах высокого давления контролируют динамометрическими ключами- путем измерения удлинения шпильки при затяжке. Допускаемый размер холодного натяга шпилек находится в пределах от 0,03 до 0,15 мм на каждые 100 мм длины шпильки.
Очень часто можно услышать, что «прокладка протекает». Данное утверждение не всегда является справедливым. На самом деле, всегда протекает соединение, а прокладка является только одним из его компонентов. Зачастую ожидается, что прокладка способна компенсировать недостатки обработки рабочих поверхностей фланцев и смещение фланцев в результате изменений рабочих температуры и давления, вибрации и т.д. Во многих случаях прокладки на это способны, но только при правильном выборе их типа и материала, а также при соблюдении правильной процедуры установки.
А) Что нужно делать и чего нельзя допускать при установке прокладок
- Основной и ответный фланец должны быть одного типа и правильно выровнены. Суммарная несоосность фланцев не должна превышать 0,4 мм.
- Недопустимо пытаться стянуть фланцы, находящиеся далеко друг от друга с помощью крепежа. В таких случаях необходимо использование проставок с использованием прокладок с обеих сторон проставки.
- Крепеж должен быть подобран таким образом, чтобы его предел упругости не превышался при приложении требуемой нагрузки.
- Дополнительная затяжка болтов после того, как соединение с плоской неметаллической прокладкой было подвержено действию повышенных температур, недопустимо. (Прокладка может затвердеть, и дополнительное усилие приведет к ее разрушению).
- Необходимо убедиться в отсутствии коррозии на крепеже, так как ее наличие приводит к снижению способности крепежа нести нагрузку.
- Необходимо убедиться, что материал прокладки соответствует спецификации для данного соединения.
- Необходимо убедиться в том, что на рабочих поверхностях прокладки отсутствуют задиры и царапины, особенно в радиальном направлении.
- Материал следует выбирать таким образом, чтобы допустимая нагрузка на гайки была на 20% выше, чем допустимая нагрузка на шпильки или болты. Следует всегда использовать шайбы из того же материала, что и гайки.
- При необходимости на резьбу следует наносить смазку, но только равномерным тонким слоем. При использовании крепежа из нержавеющей стали следует убедиться, допустимо ли использование смазки конкретного типа.
- Недопустимо повторное использование крепежа и прокладок.
- Следует всегда использовать прокладки минимально допустимой толщины.
- При вырезании прокладок для плоских фланцев отверстия под болты должны вырезаться до вырезания внешнего и внутреннего диаметра прокладки. В случае, когда отверстия под болты расположены близко к внешнему диаметру прокладки, их вырезание после вырезания прокладки может привести к нарушению ее формы.
- Прокладки следует хранить в сухом прохладном месте вдали от источников тепла, влажности, масел и химикатов. Их также следует хранить плоскими в горизонтальном положении (т.е. не подвешивать на крюки).
- Следует избегать нанесения смазки на прокладки и рабочие поверхности фланцев.
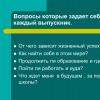
Б) Затяжка болтов фланцевого соединения.
Соединения следует затягивать равномерно в три или даже четыре прохода, последовательностью «крест-накрест», как показано на рисунке. Имейте в виду, что при данной последовательности затяжка одного из болтов может привести к ослаблению другого (других), поэтому в качестве последней операции рекомендуется дополнительная затяжка всех болтов по кругу. Некоторые соединения необходимо повторно затягивать непосредственно перед вводом в эксплуатацию с целью компенсации релаксации прокладок и крепежа. Ожидаемая релаксация - 10% по моменту в течение первых суток. Также в некоторых случаях при использовании прокладок определенных типов совместно с фланцами некоторых форм присоединительной поверхности на теплообменниках необходимо осуществлять дополнительную затяжку соединения при начальном нагреве теплообменника.
Разумное требование - затягивать сперва не более чем на 80% от максимума, указанного в таблице , подтянуть при необходимости, максимум не превышать ни в коем случае. При этом класс прочности болтов или шпилек обычно применяется не ниже 5.8
В) Устранение неисправностей
| НЕИСПРАВНОСТЬ | ВОЗМОЖНАЯ ПРИЧИНА | СПОСОБ УСТРАНЕНИЯ |
| Течь возникла сразу при подаче среды в трубопровод | Недостаточная или избыточная нагрузка в соединении или нагрузка приложена неравномерно | Аккуратно вставьте новую прокладку. Проверьте выравнивание фланцев, их рабочие поверхности и затяните болты в соответствии с описанной процедурой. |
| Течь возникла после непродолжительной эксплуатации |
|
|
| Течь возникла после нескольких часов или дней эксплуатации | Химическое воздействие на прокладку со стороны среды или ее механическое разрушение. | Проверьте химическую совместимость материала прокладки со средой данной концентрации при рабочих условиях. Проверьте правльность выбора типа прокладки. |
Герметичность фланцевого соединения достигается по средством правильной установки прокладки, обеспечением нужного момента затяжки у болтов, а распределение общего напряжения от затяжки должно быть однородным по всей площади фланца.
При правильном моменте затяжки болта появляется возможность реализовать его упругие свойства. Болт должен вести себя как пружина после затяжки, это позволяет ему в полной мере выполнять поставленную задачу.
Динамометрический ключ
Динамометрический ключ – это общее наименование для ручного завинчивающего инструмента и используется для точного закручивания гаек или болтов.
Для закручивания болтовых соединений используют следующие инструменты:
- Ручной ключ
- Пневматический гаечный ключ ударного действия
- Накидной ключ
- Гидравлический динамометрический ключ
- Динамометрический гаечный ключ с регулированием предельного момента затяжки
- Гидравлический болтовой натяжитель
Потеря крутящего момента (Ослабление затяжки)
Потеря крутящего момента возможно в любом типе болтового соединения. Совокупный эффект осадки и ползучести болтов составляет примерно 10% от общей натяжки в первые 24 часа после установки, смещение прокладки, вибрация системы, тепловое расширение и упругое взаимодействие при затяжке болтов также способствует потере крутящего момента.
Когда потеря крутящего момента достигает предела, внутренне давление превышает силу сжатия удерживая прокладку в одном положении и вызывает протечки или разрывы прокладки.
Ключевым фактором сокращения воздействия этих эффектов является правильная установка прокладки. Точная сборка фланцев, параллельная установка прокладки, закрепляемая минимум четырьмя болтами с применением правильного момента натяжки, при условии правильной последовательности монтажа, повышает возможность снижения эксплуатационных затрат и повышение безопасности.
Также важен выбор правильной толщины прокладки. Если прокладка толще необходимого, то это может привести к сползанию прокладки, а это увеличивает шанс потери крутящего момента. К фланцам с поверхностью по стандарту ASME рекомендуют прокладку толщиной 1,6 мм. Более тонкая прокладка будет принимать на себя большую нагрузку, а, значит, и увеличивается внутреннее давление.
Смазка, снижающая трение
Смазка уменьшает трение во время затяжки болтов, уменьшает проблемы при установке болтов и увеличивает их срок работы. Изменение коэффициента трения влияет на уровень предварительной нагрузки, достигнутого в определенный крутящий момент. Высокий уровень трения приводит к образованию меньшего крутящего момента для предварительной нагрузки.
Коэффициент трения, обеспечиваемый используемыми смазочными материалами, необходимо максимально точно рассчитывать, так как это поможет установить нужное значение крутящего момента.
Смазку необходимо наносить на обе поверхности, как закручиваемой гайки, так и резьбы.
Последовательность затяжки фланцев
Сначала необходимо затянуть первый болт, после перейти на 180° и закрутить второй болт, затем перейти на ¼ оборота по кругу (90°) и закрутить третий болт, перейти к болту напротив – четвертый — и затянуть. Продолжать последовательность, пока они не будут закручены все по кругу.
При использовании фланца с четырьмя отверстиями под болты, закручивание болтов осуществляется «крест-накрест».