Сталь 30 скорость охлаждения. Охлаждение при закалке. Схемы
структур и твердость
В отличие от воды охлаждающая способность масла мало зависит от температуры, а скорость охлаждения в масле во много раз меньше, чем в воде. Поэтому, чтобы снизить напряжения и избежать образования закалочных трещин, для закалки легированных сталей с более низкой темплопроводностью, чем у углеродистых сталей, используют минеральное масло. При отсутствии масла применяют горячую воду (80єС).
Таблица 2.3 Скорость охлаждения стали.
Основные способы закалки стали - закалка в одном охладителе, в двух средах, струйчатая, с самоотпуском, ступенчатая и изотермическая.
Закалка в одном охладителе. Деталь, нагретую до температуры закалки, погружают в закалочную жидкость, где она находится до полного охлаждения. Этот способ используют при закалке несложных деталей, изготовленных из углеродистых и легированных сталей.
Детали из углеродистых сталей охлаждают в воде, а детали из легированных сталей - в масле этот способ используют и при механизированной закалке, когда детали автоматически поступают из агрегата в закалочную жидкость.
Высокоуглеродистые стали закаливают с подстуживанием, т.е. нагретую деталь перед охлаждением некоторое время выдерживают на воздухе. Это уменьшает внутренние напряжения в деталях и исключает образование трещин.
Закалка в двух средах (или прерывистая закалка).
Деталь сначала охлаждают в быстроохлаждающей среде-воде, а затем переносят её в медленно охлаждающую среду- масло; применяется при закалке инструмента, изготовленного из высокоуглеродистой стали.
Струйчатая закалка. Детали, нагретые до температуры закалки, охлаждают струей воды. Такой способ применяют для закалки внутренних поверхностей, высадочных штампов, матриц и другого инструмента, у которого рабочая поверхность должна иметь структуру мартенсита. При струйчатой закалке не образуется паровая рубашка, что обеспечивает более глубокую прокаливаемость, чем при простой закалке в воде.
Закалка с самоотпуском. Детали выдерживают в охлаждающей среде не до полного охлаждения, а до определенной стадии, чтобы сохранить в сердцевине детали тепло, необходимое для сомоотпуска.
Ступенчатая закалка. При этом способе закалки нагретые детали охлаждают сначала до температуры несколько выше точки М н (в горячем масле или расплавленной соли), затем после короткой выдержки при этой температуре (до начала промежуточных превращений) охлаждают на воздухе. На второй стадии охлаждения сталь принимает закалку.
Изотермическая закалка. Детали нагревают до заданной температуры и охлаждают в изотермической среде до 220є-350єС, что несколько превышает температуру начала мартенситного превращения. Выдержка деталей в закалочной среде должна быть достаточно для полного превращения аустенита в игольчатый троостит. После этого производится охлаждение на воздухе. При изотермической закалке выдержка значительно больше, чем при ступенчатой закалке.
Изотермическая закалка позволяет устранить большое различие в скоростях охлаждения поверхности и сердцевины деталей, которое является основной причиной образования термических напряжений и закалочных трещин. После изотермической закалки детали приобретают высокую или среднюю твердость, высокую вязкость и хорошую сопротивляемость ударным нагрузкам. Изотермическая закалка в ряде случаев исключают операцию отпуска, что сокращает на 35-40% цикл термической обработки.
Изотермической закалке подвергают детали и инструмент, изготовляемые из легированных сталей марок: 6ХС, 9ХС, 65Г, ХВГ и т.д.
Светлая закалка. При этом способе закалки детали нагревают в нейтральной безокислительной атмосфере или в расплавленных нейтральных солях. При светлой закалке нагрев деталей или инструмента осуществляют в жидких солях, не вызывающих окисления металла, с последующим охлаждением их в расплавленных едких щелочах; в нагревательных печах с применением контролируемой защитной газовой амтосферы, позволяющей регулировать взаимодействие печных газов со сталью при нагреве; в вакуумных (10 -1 -10 -4 мм рт.ст.) закалочных печах. В результате выполнения любого из этих процессов можно получать детали с чистой светло-серого цвета поверхностью.
Oхлаждающая способность сред в большой мере определяется тем, изменяется или не изменяется их агрегатное состояние в процессе охлаждения изделий.
В зависимости от температуры кипения охлаждающие среды разделяют на две группы. Первая группа - это среды, агрегатное состояние которых изменяется в период охлаждения. К ней относится вода, водные растворы солей, щелочи, жидкий азот, а также масла, водные растворы эмульсин и т. п., температура кипения которых ниже температуры охлаждаемого изделия. Ко второй группе относятся среды, агрегатное состояние которых не изменяется в процессе охлаждения изделий. Их температура кипения превышает температуру охлаждающихся изделий. Это расплавленные металлы, соли, щелочи и их смеси. К этой же группе следует отнести воздух и гелий, также не меняющие своего агрегатного состояния.
В зависимости от охлаждающей способности сред их делят на три группы:
1. Сильнодействующие охладители: растворы в воде 5% NaOH, 2% K4Fe(CN)6*3H2O1 10-15% NaOH и вода при 15-30° С, в особенности при интенсивном движении, жидкий азот, гелий.
2. Среднедействующие охладители: расплавленные соли, щелочи и металлы, растительные и минеральные масла, мазут, водные растворы силикатов натрия, горячие водные растворы солей и т.п.
3. Слабодействующие охладители: струн сухого воздуха и паровоздушных смесей, вода при 80-90° С, мыльная вода и др.
Охлаждающая способность охладителя зависит от его скрытой теплоты испарения, теплоемкости, теплопроводности и вязкости. На скорость охлаждения в рассматриваемом охладителе влияют количество охладителя и гидродинамический режим его движения.
При погружении изделия с высокой температурой в охлаждающую среду с низкой температурой кипения наблюдаются следующие процессы. В первоначальный момент из-за повышенного парообразования все изделие покрывается паровой пленкой, которая устойчиво держится на поверхности металла. Она - плохой проводник тепла, и поэтому охлаждение на этой стадии, называемой стадией пленочного кипения, замедленно.
По мере понижения температуры изделия количество выделяющегося тепла становится недостаточным поддержания па поверхности сплошной паровой пленки Разрушение паровой пленки приводит к тому, что поверхность изделия начинает соприкасаться с охлаждающей жидкостью. При этом интенсивно образуются пузырьки пара, а интенсивность охлаждения резко возрастает, так как на образование пузырьков пара, быстро отрывающихся от поверхности, расходуется большое количество тепла, и температура металла быстро снижается до температуры кипения охлаждающем среды. Соответствующий период охлаждения носит название пузырькового кипения
При последующем охлаждении парообразование практически не наблюдается, и тепло передается конвекцией от поверхности изделия к охлаждающей среде. Интенсивность теплообмена в третьем периоде невелика, и соответственно малы скорости охлаждения.
Требования к идеальной охлаждающей среде при закалке состоят в том, что она должна обеспечивать охлаждение со скоростями выше критических в некоторой области температур. При более низких температурах скорость охлаждения не должна быть высокой, так как это приводит к возникновению больших остаточных напряжений и короблению изделий. Так, например, при закалке алюминиевых сплавов необходимы высокие скорости охлаждения при температурах 500-300° С для фиксации пересыщенного твердого раствора. Oxлаждение же в интервале температур 200-20° С желательно проводить со значительно меньшей интенсивностью для уменьшения остаточных напряжений.
Охлаждение в воде. Для оценки охлаждающей способности сред по экспериментальным данным строят зависимости коэффициентов теплоотдачи α от температуры поверхности изделия Как уже отмечалось ранее, охлаждающая способность зависит и от условии движения жидкости относительно поверхности изделия.
На рис. 1 приведены значения коэффициентов теплоотдачи для спокойной и циркулирующей воды. Видно, что в зависимости от температуры коэффициенты теплоотдачи изменяются пи кривым с максимумом. При высоких температурах коэффициенты α имеют небольшие значения, что соответствует пленочному режиму кипения. По мере развития пузырькового кипения коэффициенты α резко возрастают, а затем снижаются при таких температурах поверхности при переходе к конвективному теплообмену.
Кривые зависимости коэффициентов теплоотдачи α от температуры поверхности не дают однозначного представления о скоростях охлаждения при различных температурах, так как количество отводимого от изделия тепла пропорционально α и перепаду температур tп-tводы. Скорость охлаждения для «тонких» в термическом смысле тел определяется формулой
где с и ρ - удельная теплоемкость и плотность металла соответственно; V - объем охлаждаемого тела
Из уравнения (I) следует, что для оценки охлаждающей способности среды можно использовать параметр k=α(tп-tводы), который при заданных физических свойствах металла и размерах изделия однозначно определяет скорости охлаждения. На рис. 2 приведены зависимости параметра k от температуры поверхности построенные по данным рис. 1.
Как видно из данных рис. 2. скорости охлаждения изделий в воде в зависимости от температуры охлаждаемой поверхности также изменяются по кривой с максимумом. При температуре воды 20°С этот максимум находится в области температур поверхности 200-300°С. С повышением температуры воды скорости охлаждения снижаются, а максимум смещается в область более низких температур поверхности. Следует отметить, что в области температур поверхности 100-200°С скорости охлаждения при применении воды с повышенной температурой больше, чем для воды с температурой 20°С. Повышение скоростей охлаждения в области низких температур приводит к увеличению остаточных напряжении, и поэтому перегрев воды в закалочных баках ограничивается температурами 25-45° С. Циркуляция воды повышает скорости охлаждения в области высоких температур.
Охлаждение в водных растворах и эмульсиях.
Исследования показали, что даже незначительное количество примесей существенно изменяет охлаждающую способность воды. Установлено, что это связано с влиянием примесей на устойчивость паровой пленки на поверхности охлаждаемого изделия. При этом растворимые примеси уменьшают, а нерастворимые, наоборот, увеличивают стабильность паровой пленки. Это свойство воды было использовано для разработки закалочных сред с высокой и пониженной охлаждающей способностью.
Повышение охлаждающей способности воды достигается растворением в ней кислот, щелочей и солей. Такие хорошо растворимые соединения, как KCl, NaCl, CaCl2, Na2CO3, К2CO3, Na2SO4, H2SO4, NaOH, КОН, снижают устойчивость паровой пленки и повышают температуру перехода от пленочного режима кипения к пузырьковому.
Наоборот, присадка нерастворимых и слаборастворимых веществ, образующих в воде эмульсию (масла, жиры, нефтепродукты, мыла и др.), увеличивает стабильность паровой пленки и понижает температуру смены режимов кипения. Охлаждающая способность воды с присадкой этих веществ в области высоких температур существенно понижается.
В практике термической обработки широкое применение нашли водные растворы 5-15% NaCl Они обладают большей по сравнению с водой охлаждающей способностью при повышенных температурах, а при температурах ниже 200-250° С охлаждают примерно с тон же скоростью, что и вода.
Меньшее применение нашли растворы щелочей, которые по охлаждающей способности аналогичны растворам NaCl Растворы кислот не используют в качестве закалочных сред из-за их агрессивности и выделения при закалке вредных паров. Суспензии и эмульсии характеризуются пониженной скоростью охлаждения при высоких и средних температурах, а при низких - охлаждают так же, как чистая вода.
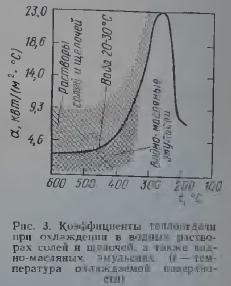
На рис. 3 приведены значения коэффициентов теплоотдачи в зависимости от температуры поверхности для различных растворов и эмульсий позволяющие по лучить количественные характеристики их охлаждающей способности.
В последнее время в качестве закалочных сред начинают применять водные растворы полимерок, обеспечивающие пониженную скорость охлаждения при закалке и соответственно меньшее коробление. В зарубежной практике используют водные растворы полиалкиленгликоля, а в нашей стране водное растворы полиэтиленгликоля. При температурах выше 70-77° С эти вещества нерастворимы в воде, и поэтому при закалочном охлаждении молекулы полимере в покрывают поверхность изделия тонкой пленкой, которая замедляет охлаждение. При достаточно низких температурах полимерная пленка переходит в водный раствор и затормаживающее действие пленки устраняется Поэтому при закалке в водных растворах полимеров нет того колоссального различия в скоростях охлаждения в интервале высоких, средних и низких температур, которое свойственно воде.
Вязкость раствора, в значительной мере определяющая его охлаждающую способность, зависит от концентрации полимера. Так, изменение концентрации полиэтиленгликоля от 30 до 70% увеличивает кинематическую вязкость раствора почти в 30 раз, что позволяет осуществлять резкую закалку в растворах малой концентрации и закалку с умеренной скоростью охлаждения в растворах высокой концентрации (рис. 4).

При закалке алюминиевых сплавов в растворах полиэтиленгликоля с концентрацией выше 50% коробление может быть уменьшено на 85 95%. При этом существенно не снижаются механические свойства и коррозионная стойкость сплавов Наиболее целесообразно использовать эти среды в условиях машиностроительных заводов, где часто возникает необходимость проведения повторных закалок.
Охлаждение в маслах. В настоящее время для закалки применяют исключительно дистиллятные минеральные масла. Температуры кипения масел на 150-300° С выше, чем воды. Максимально допустимую температуру перегрева масел выбирают на 25-30° С ниже температуры вспышки. По сравнению с водой масла характеризуются значительно более низкой охлаждающей способностью особенно на стадии конвективного теплообмена. Скорости охлаждения в масле при повышенных температурах в 5-8 раз меньше, чем при охлаждении в воде.
Охлаждающая способность масел слабо зависит от их циркуляции и температуры, в тех пределах, которые встречаются на практике (25-65° С).
Для проведения закалочных операций в практике термообработки применяют масла с пониженной, нормальной, повышенной и высокой вязкостью. Чаще всего используют масла марок 20 и 20В, имеющие нормальную вязкость.
Масла пониженной вязкости обладают более высокой охлаждающей способностью по сравнению с маслами повышенной и высокой вязкости и имеют низкую температуру вспышки. Масла повышенной и высоком вязкости имеют высокую температуру вспышки, что позволяет подогревать их до 160-200° С для снижения вязкости. Их используют для изотермической и ступенчатой закалки.
Недостаток минеральных масел - их старение, приводящее к загустеванию и потере охлаждающей способности. Состаренное масло подвергают регенерации, состоящей из отстаивания, фильтрации от загрязнений и добавки некоторого количества свежего масла.
Закалка в расплавленном свинце, солях и щелочах. Для ступенчатой и изотермической закалки используют охлаждающие среды, которые при проведении термообработки не меняют своего агрегатного состояния К ним относятся расплавленные свинец, азотнокислые соли и щелочи.
Расплавленный свинец удовлетворяет предъявляемым с теплотехнической точки зрения требованиям, но дефицитен, а испарения его вредны для обслуживающего персонала. Поэтому свинец заменяют другими средами.
Расплавленные соли и щелочи и их смеси имею ряд преимуществ перед свинцом. Во-первых, они легко отмываются с поверхности изделий. Поверхность после закалки в щелочах не окислена, что позволяет обожгись без операции очистки деталей после термической обработки. Во-вторых, использование соляных и щелочных ванн позволяет осуществить внутренний электрический обогрев, легко автоматизировать регулирование температуры и просто решать проблемы перемешивания расплава. Исследования показывают, что охлаждающая способность соляных и щелочных сред несколько нише, чем у свинца. Однако при работе со щелочными средами следует принимать меры предосторожности против ожогов от брызг.
Составы смесей, рекомендуемых в качестве закалочных сред, приведены в табл. 3.
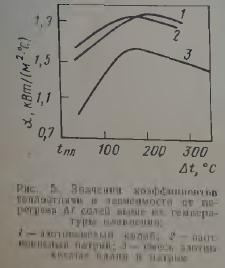
Охлаждающая способность расплавленных сред зависит от вязкости: чем ниже вязкость, тем выше охлаждающая способность. С увеличением температуры расплава и соответствующим уменьшением вязкости коэффициенты теплоотдачи возрастают, достигают максимума, а затем падают (рис. 5).
Добавки воды сильно влияют на охлаждающую способность солей и щелочей. Вода повышает жидко-текучесть и увеличивает охлаждающую способность расплавленной среды. С этой целью в расплавы солей вводят 2-10%, а в расплавы щелочей 8-15% воды.
После закалки в расплавам щелочей изделия необходимо тщательно промывать и пассивировать для предотвращения коррозии
Охлаждение на воздухе. При охлаждении на воздухе тепло передается излучением и конвекцией и коэффициент теплоотдачи α складывается из конвективной αк и лучистой αл составляющих.
При охлаждении в спокойной воздушной среде для определения αк используют следующие формулы:
где Δr=tп-tвозд - разность средней температуры поверхности изделия и температуры воздуха; l - характерный размер, м, принимается для шара и горизонтального цилиндра (трубы) равным их диаметру; для вертикального цилиндра и вертикальной пластины - высоте охлаждаемого участка, для горизонтальной плиты - ее наименьшей длине.
Для плиты, обращенной поверхностью теплообмена вверх, значения αк увеличиваются на 30%, а для плиты, обращенной поверхностью теплообмена вниз, уменьшаются на 30% по сравнению с вычисленными по формулам (2) и (3).
Значения коэффициентов В, А1, и А2 определяются в зависимости от средней температуры t=1/2(tп+tвозд) и приведены в табл. 4.
Интенсивность конвективного теплообмене при вынужденном движении воздуха или газа зависит от скорости движения газа, его физических свойств и геометрии нагреваемых или охлаждаемых изделий.
Для вынужденного движения поверхности αк определяется по формулам Юргеса:
а) при скорости движения воздуха w0≤4,65 м/c:
для полированной поверхности
при прокатанной поверхности
для шероховатой поверхности
б) при скорости движения газов w0≥4,65 м/с:
для полированной поверхности
для прокатанной поверхности
для шероховатой поверхности
Здесь W0 - приведенная (0°С; 0,1 мПа) скорость движения воздуха. Если известна скорость движения w при температуре t, то
При проведении термической обработки часто требуется охлаждение с регламентированной скоростью. Поэтому возникает необходимость расчета процессов охлаждения, которое может проводиться в любой из описанных выше сред.
Расчет процессов охлаждения в различных условиях в принципе ничем не отличается от расчета процессов нагрева. Просто в формулах, приведенных в литературе по теплопередаче, вместо температуры печи t1, необходимо подставить значение температуры охлаждающей среди Для расчета охлаждения массивных тел, например, можно использовать графики Д. В Будрина и т.п.
Режим охлаждения при закалке должен прежде всего обеспечить необходимую глубину прокаливаемости. С другой стороны, режим охлаждения должен быть таким, чтобы не возникали сильные закалочные , приводящие к короблению изделия и образованию закалочных трещин.
Закалочные напряжения складываются из термических и структурных напряжений. При закалке всегда возникает перепад температур по сечению изделия. Разная величина термического сжатия наружных и внутренних слоев в период охлаждения обусловливает возникновение термических напряжений.
Мартенситное превращение связано с увеличением объема на несколько процентов. Поверхностные слои раньше достигают мартенситной точки, чем сердцевина изделия. Мартенситное превращение и связанное с ним увеличение объема происходит в разных точках сечения изделия не одновременно, что приводит к возникновению структурных напряжений.
Суммарные закалочные напряжения растут с увеличением температуры нагрева под закалку и с повышением скорости охлаждения, так как в обоих этих случаях возрастает перепад температур по сечению изделия. Увеличение перепада температур приводит к росту термических и структурных напряжений.
Для сталей наиболее вероятно возникновение закалочных напряжений в интервале температур ниже мартенситной точки, когда появляются структурные напряжения и образуется хрупкая фаза — мартенсит. Выше мартенситной точки возникают только термические напряжения, причем сталь находится в аустенитном состоянии, а аустенит пластичен.
Как показывает С-диаграмма, быстрое охлаждение необходимо в районе наименьшей устойчивости переохлажденного аустенита. Для большинства сталей этот район находится в интервале 660 — 400 °С. Выше и ниже этого интервала температур аустенит гораздо более устойчив против распада, чем около изгиба С-кривой, и изделие можно охлаждать относительно медленно.
Медленное охлаждение особенно важно проводить, начиная с температур 300 — 400 °С, при которых в большинстве сталей образуется мартенсит. При замедленном охлаждении выше изгиба С-кривой уменьшаются только термические напряжения, а в мартенситном интервале снижаются и термические, и структурные напряжения.
В качестве закалочных сред наиболее широко используют холодную воду, 10%-ный водный раствор NaOH или NaCl и масла.
Скорость охлаждения стали в различных средах
В таблице приведены значения скорости охлаждения небольших стальных образцов в двух температурных интервалах для различных сред. Пока не найдено такой закалочной жидкости, которая быстро охлаждала бы в перлитном интервале температур и медленно — в мартенситном.
Холодная вода — самый дешевый и весьма энергичный охладитель. Она быстро охлаждает и в перлитном, и в мартенситном интервалах температур. Высокая охлаждающая способность воды объясняется низкой температурой и громадной теплотой кипения, малой вязкостью и сравнительно большой теплоемкостью.
Добавки соли или щелочи увеличивают охлаждающую способность воды в перлитном интервале.
Главный недостаток воды — большая скорость охлаждения в мартенситном интервале.
Минеральное масло медленно охлаждает в мартенситном интервале (это его главное преимущество), но оно медленно охлаждает и в перлитном интервале (это его основной недостаток). Поэтому масло применяют для закалки сталей с хорошей прокаливаемостью.
Нагретая вода не может заменить масло, так как нагрев резко уменьшает скорость охлаждения в перлитном интервале, но почти не изменяет ее в мартенситном интервале.
«Теория термической обработки металлов»,
И.И.Новиков
Так как нет такой закаливающей среды, которая давала бы быстрое охлаждение в интервале температур 650 — 400 °С и медленное охлаждение выше и главным образом ниже этого интервала, то применяют различные способы закалки, обеспечивающие необходимый режим охлаждения. Закалка через воду в масло Закалка через воду в масло (закалка в двух средах): 1 — нормальный режим;…

Во многих сталях мартенситный интервал (Мн — Мк) простирается до отрицательных температур (смотрите рисунок Зависимость температур). В этом случае в закаленной стали содержится остаточный аустенит, который можно дополнительно превратить в мартенсит, охлаждая изделие до температур ниже комнатной. По существу такая обработка холодом (предложена в 1937 г. А. П. Гуляевым) продолжает закалочное охлаждение, прерванное при комнатной…

Многие изделия должны иметь высокую поверхностную твердость, высокую прочность поверхностного слоя и вязкую сердцевину. Такое сочетание свойств на поверхности и внутри изделия достигается поверхностной закалкой. Для поверхностной закалки стального изделия необходимо нагреть выше точки Аc3 только поверхностный слой заданной толщины. Этот нагрев должен совершаться быстро и интенсивно, чтобы сердцевина вследствие теплопроводности также не прогрелась до…
Одним из наиболее распространенных способов термообработки металлов является закалка стали. Именно при помощи закаливания формируются требуемые характеристики готового изделия, а ее неправильное выполнение может привести к излишней мягкости металла (непрокаливание) или к его чрезмерной хрупкости (перекаливание). В нашей статье речь пойдет о том, что такое правильная закалка и что нужно сделать, чтобы ее выполнить.
Какой бывает закалка металла
О том, что воздействие высокой температуры на металл может изменить его структуру и свойства, знали еще древние кузнецы и активно использовали это на практике. В дальнейшем уже научно было установлено, что закалка изделий, изготовленных из стали, предполагающая нагрев и последующее охлаждение металла, позволяет значительно улучшать механические характеристики готовых изделий, значительно увеличивать срок их службы и даже в итоге уменьшать их вес за счет увеличения прочности детали. Что примечательно, закалка деталей из недорогих сортов стали позволяет придать им требуемые характеристики и успешно использовать вместо более дорогостоящих сплавов.
Смысл процесса, который называется закалка изделий из стальных сплавов, заключается в нагреве металла до критической температуры и его последующем охлаждении. Основная цель, которая преследуется такой технологией термообработки, заключается в повышении твердости и прочности металла с одновременным уменьшением его пластичности.
Существуют различные виды закалки и последующего отпуска, отличающиеся режимами проведения, которые и определяют конечный результат. К режимам закалки относятся температура нагрева, время и скорость его выполнения, время выдержки детали в нагретом до заданной температуры состоянии, скорость, с которой осуществляется охлаждение.
Наиболее важным параметром при является температура нагрева, при достижении которой происходит перестройка атомной решетки. Естественно, что для сталей разных сортов значение критической температуры отличается, что зависит, в первую очередь, от уровня содержания в их составе углерода и различных примесей.
После выполнения закалки повышается как твердость, так и хрупкость стали, а на ее поверхности, потерявшей значительное количество углерода, появляется слой окалины. Толщину этого слоя обязательно следует учитывать для расчета припуска на дальнейшую обработку детали.

При выполнении закалки изделий из стальных сплавов, очень важно обеспечить заданную скорость охлаждения детали, в противном случае, уже перестроенная атомная структура металла может перейти в промежуточное состояние. Между тем, слишком быстрое охлаждение тоже нежелательно, так как оно может привести к появлению на детали трещин или к ее деформации. Для того, чтобы избежать образования таких дефектов, скорость охлаждения после падения температуры нагретого металла до 200 градусов Цельсия, несколько замедляют.
Для нагрева деталей, изготовленных из углеродистых сталей, используют камерные печи, которые могут прогреваться до 800 градусов Цельсия. Для закалки отдельных марок стали критическая температура может составлять 1250–1300 градусов Цельсия, поэтому детали из них нагреваются в печах другого типа. Удобство закалки сталей таких марок заключается в том, что изделия из них не подвержены растрескиванию при охлаждении, что исключает необходимость в их предварительном прогреве.
Очень ответственно следует подходить к закалке деталей сложной конфигурации, имеющих тонкие грани и резкие переходы. Чтобы исключить растрескивание и коробление таких деталей в процессе нагрева, его следует проводить в два этапа. На первом этапе такую деталь предварительно прогревают до 500 градусов Цельсия и лишь затем доводят температуру до критического значения.

Для качественной закалки сталей важно обеспечить не только уровень нагрева, но и его равномерность. Если деталь отличается массивностью или сложной конфигурацией, обеспечить равномерность ее нагрева можно только в несколько подходов. В таких случаях нагревание производится с двумя выдержками, которые необходимы для того, чтобы достигнутая температура равномерно распределилась по всему объему детали. Увеличивается суммарное время нагревания и в том случае, если в печь одновременно помещаются сразу несколько деталей.
Как избежать образования окалины и обезуглероживания при закалке
Многие детали из стали проходят закалку уже после того, как была выполнена их финишная обработка. В таких случаях недопустимо, чтобы поверхность деталей была обезуглерожена или на ней образовалась окалина. Существуют способы закалки изделий из стали, которые позволяют избежать таких проблем. Закалка, выполняемая в среде защитного газа, который нагнетается в полость нагревательной печи, может быть отнесена к наиболее передовому из таких способов. Следует иметь в виду, что используют такой метод лишь в том случае, если печь для нагрева полностью герметична.

На фото виден момент гидросбива на стане горячей прокатки — удаление окалины
Более простым способом, позволяющим избежать обезуглероживания поверхности металла при закалке, является применение чугунной стружки и отработанного карбюризатора. Для того чтобы защитить поверхность детали при нагревании, ее помещают в специальную емкость, в которую предварительно засыпаны эти компоненты. Для предотвращения попадания в такую емкость окружающего воздуха, который может вызвать процессы окисления, снаружи ее тщательно обмазывают глиной.
Если после закалки металла его охлаждают не в масле, а в соляной ванне, ее следует регулярно раскислять (не менее двух раз за смену), чтобы избежать обезуглероживания поверхности детали и появления на ней окисла. Для раскисления соляных ванн могут быть использованы борная кислота, бурая соль или древесный уголь. Последний обычно помещают в специальный стакан с крышкой, в стенках которого имеется множество отверстий. Опускать такой стакан в соляную ванну следует очень осторожно, так как в этот момент на ее поверхности вспыхивает пламя, которое затухает через некоторое время.
Существует простой способ, позволяющий проверить качество раскисления соляной ванны. Для этого в такой ванне нескольких минут (3–5) нагревают обычное лезвие из нержавеющей стали. После соляной ванны лезвие помещают в воду для охлаждения. Если после такой процедуры лезвие не гнется, а ломается, то раскисление ванны прошло успешно.

Охлаждение стали при закалке
Основу большинства охлаждающих жидкостей, используемых при закалке изделий из сталей, составляет вода. При этом важно, чтобы такая вода не содержала в своем составе примесей солей и моющих средств, которые могут значительно повлиять на скорость охлаждения. Емкость, в которой содержится вода для закалки изделий из металла, не рекомендуется использовать в других целях. Важно также учитывать и то, что для охлаждения металла в процессе закалки, нельзя использовать проточную воду. Оптимальной для охлаждающей жидкости считается температура в 30 градусов Цельсия.
Закалка изделий из стали с использованием для их охлаждения обычной воды, имеет ряд существенных недостатков. Самый главный из них - это растрескивание и коробление деталей после их охлаждения. Как правило, таким способом охлаждения пользуются, когда выполняется цементирование металла, поверхностная закалка стали или термическая обработка деталей простой конфигурации, которые в дальнейшем будут подвергаться финишной обработке.
Для изделий сложной формы, изготовленных из конструкционных сталей, применяют другой тип охлаждающей жидкости – 50%-й раствор каустической соды, нагретый до температуры 60 градусов Цельсия. После охлаждения в таком растворе закаленная сталь приобретает светлый оттенок.
Очень важно при работе с каустической содой соблюдать технику безопасности, обязательно использовать вытяжку, размещаемую над ванной. При опускании раскаленной детали в раствор образуются пары, очень вредные для здоровья человека.

Лучшей охлаждающей жидкостью для тонкостенных деталей из углеродистых сталей и изделий, выполненных из легированных сплавов, являются минеральные масла, которые обеспечивают постоянную (изотермическую) температуру охлаждения, вне зависимости от условий окружающей среды. Главное, чего следует избегать при использовании такой технической жидкости, - это попадания в нее воды, что может привести к растрескиванию деталей в процессе их охлаждения. Однако, если в такую охлаждающую жидкость все же попала вода, ее можно легко удалить из нее, нагрев масло до температуры, превышающей температуру кипения воды.
У закалки стали с использованием масла в качестве охлаждающей жидкости есть ряд существенных недостатков, о которых обязательно стоит знать. При контакте масла с раскаленной деталью выделяются пары, вредные для человеческого здоровья, кроме того, масло в этот момент может загореться. У масляной ванны есть и такое свойство: после ее использования на детали остается налет, а сама охлаждающая жидкость со временем теряет свою эффективность.
Все эти факторы следует учитывать при выполнении закалки металлов в масляной среде и принимать следующие меры безопасности:
- погружать детали в масляную ванну при помощи щипцов с длинными ручками;
- все работы выполнять в специальной маске из закаленного стекла и в перчатках, изготовленных из толстой ткани с огнеупорными свойствами или из грубой кожи;
- надежно защищать плечи, шею, грудь рабочей одеждой, изготовленной из толстой огнеупорной ткани.

Для закалки сталей отдельных марок охлаждение осуществляют при помощи потока воздуха, создаваемого специальным компрессором. Очень важно, чтобы охлаждающий воздух был совершенно сухим, так как содержащаяся в нем влага может вызвать растрескивание поверхности металла.
Существуют способы закалки стали, при которых используют комбинированное охлаждение. К ним обращаются для охлаждения деталей из углеродистых сталей, имеющих сложный химический состав. Суть таких способов закалки заключается в том, что сначала нагретую деталь помещают в воду, где за короткое время (несколько секунд) ее температура снижается до 200 градусов, дальнейшее охлаждение детали проводят уже в масляной ванне, куда ее следует переместить очень оперативно.
Выполнение закалки и отпуска стальных деталей в домашних условиях
Термическая обработка металлических изделий, в том числе поверхностная закалка стали, не только увеличивает твердость и прочность сплава, но и значительно повышает внутренние напряжения в его структуре. Чтобы снять эти напряжения, способные в процессе эксплуатации детали привести к ее поломке, необходимо отпустить изделие из стали.
Следует иметь в виду, что такая технологическая операция приводит к некоторому снижению твердости стали, но увеличивает ее пластичность. Для выполнения отпуска, суть которого состоит в постепенном уменьшении температуры нагретой детали и ее выдерживании при определенном температурном режиме, используются печи, соляные и масляные ванны.

Температуры, при которых выполняется отпуск, отличаются для различных сортов стали. Так, отпуск быстрорежущих сплавов проводится при температуре 540 градусов Цельсия, а для сталей с твердостью на уровне HRC 59-60 достаточно и 150 градусов. Что характерно, при отпуске быстрорежущих сплавов их твердость даже возрастает, а во втором случае ее уровень понижается, но значительно повышается показатель пластичности.
Закалка и отпуск изделий из стали, в том числе и нержавеющих сортов, вполне допустима (и, более того, часто практикуется) и в домашних условиях, если в этом возникла необходимость. В таких случаях для нагрева изделий из стали можно использовать электроплиты, духовки и даже раскаленный песок. Температуры, до которых следует нагревать стальные изделия в таких случаях, можно подобрать по специальным таблицам. Перед закалкой или отпуском стальных изделий, их необходимо тщательно очистить, на их поверхности не должно содержаться грязи, следов масла и ржавчины.
После очистки изделие из стали следует нагреть так, чтобы оно равномерно раскалилось докрасна. Для того чтобы раскалить его до такого состояния, необходимо выполнять нагрев в несколько подходов. После того, как требуемое состояние достигнуто, нагреваемое изделие следует охладить в масле, а затем сразу поместить в духовку, предварительно разогретую до 200 градусов Цельсия. Затем необходимо постепенно снизить температуру в духовке, доведя ее до отметки в 80 градусов Цельсия.
Данный процесс занимает обычно час. Дальнейшее охлаждение следует проводить на открытом воздухе, исключение составляют лишь изделия из хромоникелевых сталей, для снижения температуры которых используются масляные ванны. Обусловлено это тем, что стали таких марок при медленном охлаждении могут приобрести так называемую отпускную хрупкость.
(голосов: 5
, средняя оценка: 4,20
из 5)
Закалкой называется операция термической обработки, состоя-щая из нагрева до температур выше верхней критической точки A C 3 для доэвтектоидной стали и выше нижней критической точки А С1
для заэвтектоидной стали и выдержки при данной температуре с последующим быстрым охлаждением (в воде, масле, водных раство-рах солей и пр.).
В результате закалки сталь получает структуру мартенсита и благодаря этому становится твердой.
Закалка повышает прочность конструкционных сталей, придает твердость и износостойкость инструментальным сталям.
Режимы закалки определяются скоростью и температурой на-грева, длительностью выдержки при этой температуре и особенно скоростью охлаждения.
Выбор температуры закалки.
Температура нагрева стали для закалки зависит в основном от химического состава стали. При за-калке доэвтектоидных сталей нагрев следует вести до температуры на 30 - 50° выше точки А С3 . В этом случае сталь имеет структуру однородного аустенита, который при последующем охлаж-дении со скоростью, превышающей критическую скорость закалки, превращается в мартенсит. Такая закалка называется полной . При нагреве доэвтектоидной стали до температур A C 1 — А C 3 в структуре мартенсита сохраняется некоторое количество оставше-гося после закалки феррита, снижающего твердость закаленной ста-ли. Такая закалка называется неполной.
Для заэвтектоидной ста-ли наилучшая температура закалки — на 20—30° выше А С1 , т. е. неполная закалка. В этом случае сохранение цементита при нагреве и охлаждении будет способствовать повышению твердости, так как твердость цементита больше твердости мартенсита. Нагревать заэвтектоидную сталь до температуры выше А ст не следует, так как твердость получается меньшей, чем при закалке с температуры выше А С1 ,за счет растворения цементита и увеличения количества остаточного аустенита. Кроме того, при охлаждении с более высоких температур могут возникнуть большие внутренние напря-жения.
Скорость охлаждения.
Для получения структуры мартенсита требуется переохладить аустенит путем быстрого охлаждения ста-ли,находящейся при температуре наименьшей устойчивости аусте-нита, т. е.при 650—550° С.
В зоне температур мартенситного превращения, т. е,ниже 240°С, наоборот, выгоднее применять замедленное охлаждение, так как образующиеся структурные напряжения успевают выравняться, а твердость образовавшегося мартенсита практически не снижается.
Правильный выбор закалочной среды имеет большое значение для успешного проведения термической обработки.
Наиболее распространенные закалочные среды —вода, 5—10%-ный водный раствор едкого натра или поваренной соли и минераль-ное масло. Для закалки углеродистых сталей можно рекомендовать воду с температурой 18° С; а для закалки большинства легирован-ных сталей — масло.
Закаливаемость и прокаливаемость стали.
При закалке стали важно знать еезакаливаемость и прокаливаемость. Эти характерис-тикине следует смешивать.
Закаливаемость показывает способность стали к повы-шению твердости при закалке. Некоторые стали обладают плохой закаливаемостью, т. е.имеют недостаточную твердость после за-калки. О таких сталях говорят, что они «не принимают» закалку.
Закаливаемость стали зависит восновном от содержания в ней углерода. Это объясняется тем, что твердость мартенсита зависит отстепени искажения его кристаллической решетки. Чем меньше вмартенсите углерода, тем меньше будет искажена его кристалли-ческая решетка и, следовательно, тем ниже будет твердость стали.
Прокаливаемость стали характеризуется ееспособ-ностью закаливаться на определенную глубину. При закалке по-верхность детали охлаждается быстрее, так как она непосредствен- носоприкасается с охлаждающей жидкостью, отнимающей тепло. Сердцевина детали охлаждается гораздо медленнее, тепло из цент-ральной части детали передается через массу металла к поверх-ности итолько на поверхности поглощается охлаждающей жидкостью.
Прокаливаемость стали зависит от критической скорости за-калки: чем ниже критическая скорость, тем на большую глубину прокаливаются стальные детали. Например, сталь с крупным при-родным зерном аустенита (крупнозернистая), которая имеет низ-кую критическую скорость закалки, прокаливается на большую глу-бину, чем сталь с мелким природным зерном аустенита (мелкозернистая), имеющая высокую критическую скорость закалки. Поэто-му крупнозернистую сталь применяют для изготовления деталей, которые должны иметь глубокую или сквозную прокаливаемость, амелкозернистую — для деталей с твердой поверхностной закален-ной коркой и вязкой незакаленной сердцевиной.
На глубину прокаливаемости влияют также исходная структура закаливаемой стали, температура нагрева под закалку и закалочная среда.
Прокаливаемость стали можно определить по излому, по микроструктуре и по твер-дости.
Виды закалки стали .
Су-ществует несколько способов закалки, применяемых в за-висимости от состава стали, характера обрабатываемой де-тали, твердости, которую не-обходимо получить, и усло-вий охлаждения.
Закалка в одной среде схематично показана на рис. 1 в виде кривой 1 . Такую закалку проще выполнять, но ее можно применять не для каждой стали и не для любых деталей, так как быстрое охлаждение деталей переменного сечения в боль-шом интервале температур способствует возникновению температур-ной неравномерности и больших внутренних напряжений, что может вызвать коробление детали, а иногда и растрескивание (если вели-чина внутренних напряжений превзойдет предел прочности).
Чем больше углерода в стали, тем больше объемные изменения и структурные напряжения, тем больше опасность возникновения трещин.
Рис. 1
Заэвтектоидные стали закаливают в одной среде, если детали имеют простую форму (шарики, ролики и т. д.). Если детали слож-ной формы, применяют либо закалку в двух средах, либо ступенча-тую закалку.
Закалку в двух средах (кривая 2)применяют для инструмента из высокоуглеродистой стали (метчики, плашки, фре-зы). Сущность способа состоит в том, что деталь вначале замачива-ют в воде, быстро охлаждая ее до 300—400° С, а затем переносят в масло, где оставляют до полного охлаждения.
Ступенчатую закалку (кривая 3) выполняют путем быстрого охлаждения деталей в соляной ванне, температура кото-рой намного выше температуры начала мартенситного превращения (240—250° С). Выдержка при этой температуре должна обеспечить выравнивание температур по всему сечению детали. Затем детали охлаждают до комнатной температуры в масле или на спокойном воздухе, устраняя тем самым термические внутренние напряжения.
Ступенчатая закалка уменьшает внутренние напряжения, ко-робление и возможность образования трещин.
Недостаток этого вида закалки в том, что горячие следы не мо-гут обеспечить большую скорость охлаждения при температуре 400—600° С. В связи с этим ступенчатую закалку можно применять для деталей из углеродистой стали небольшого сечения (до 8—10 мм). Для легированных сталей, имеющих небольшую критическую ско-рость закалки, ступенчатая закалка применима к деталям большого сечения (до 30 мм).
Изотермическую закалку (кривая 4)проводят так же, как ступенчатую, но с более длительной выдержкой при темпера-туре горячей ванны (250—300° С), чтобы обеспечить полный распад аустенита. Выдержка, необходимая для полного распада аустенита, определяется по точкам а и b и по S-образной кривой (см. рис. 1). В результате такой закалки сталь приобретает структуру игольча-того троостита с твердостью HRC45 55 и с сохранением необхо-димой пластичности. После изотермической закалки охлаждать сталь можно с любой скоростью. В качестве охлаждающей среды ис-пользуют расплавленные соли: 55% KNO 3 + 45% NaNO 2 (темпе-ратура плавления 137° С) и 55% KNO 3 + 45% NaNO 3 (температура плавления 218° С), допускающие перегрев до необходимой темпера-туры.
Изотермическая закалка имеет следующие преимущества перед обычной:
минимальное коробление стали и отсутствие трещин; большая вязкость стали.
В настоящее время широко используют ступенчатую и изотерми-ческую светлую закалки.
Светлую закалку стальных деталей проводят в специ-ально оборудованных печах с защитной средой. На некоторых инст-рументальных заводах для получения чистой и светлой поверхности закаленного инструмента применяют ступенчатую закалку с ох-лаждением в расплавленной едкой щелочи. Перед закалкой инстру-мент нагревают в соляной ванне из хлористого натрия при темпера-туре на 30—50° С выше точки А С1 и охлаждают при 180—200° С в ванне, состоящей из смеси 75% едкого калия и 25% едкого натра сдобавлением 6—8% воды (от веса всей соли). Смесь имеет тем-пературу плавления около 145° С и, благодаря тому что в ней находится вода, обладает очень высокой закаливающей способ-ностью.
При ступенчатой закалке стали с переохлажде-нием аустенита в расплавленной едкой щелочи с последующим окон-чательным охлаждением на воздухе детали приобретают чистую светлую поверхность серебристо-белого цвета; в этом случае отпа-дает необходимость в пескоструйной очистке деталей и достаточна промывка их в горячей воде.
Закалка с самоотпуском широко применяется в инструментальном производстве. Сущность ее состоит в том, что детали не выдерживают в охлаждающей среде до полного охлажде-ния, а в определенный момент извлекают из нее, чтобы сохранить в сердцевине изделия некоторое количество тепла, за счет которого производится последующий отпуск. После достижения требуемой температуры отпуска за счет внутреннего тепла деталь окончатель-но охлаждают в закалочной жидкости.
Проконтролировать отпуск можно по цветам побежалости (см. рис. 2), появляющимся на зачищенной поверхности стали при 220—330° С.

Рис. 2. Ц вета побежалости при отпуске
Закалку ссамоотпуском применяют для зубил, кувалд, слесарных молотков, кернеров и другого инструмента, требующего высокой твердости на поверхности и сохранения вязкой сердцевины.
Способы охлаждения при закалке.
Быстрое охлаждение стальных деталей при закалке является причиной возникновения в них боль-ших внутренних напряжений. Эти напряжения иногда приводят к короблению деталей, а в наиболее тяжелых случаях — к трещинам. Особенно большие и опасные внутренние напряжения возни-кают при охлаждении в воде. Поэтому там, где можно, следует ох-лаждать детали в масле. Однако в большинстве случаев для деталей из углеродистой стали это невозможно, так как скорость охлаждения в масле значительно меньше критической скорости, необходи-мой для превращения аустенита в мартенсит. Следовательно, мно-гие детали из углеродистых сталей рекомендуется закаливать с ох-лаждением в воде, но при этом уменьшать неизбежно возникающие внутренние напряжения. Для этого пользуются некоторыми из описанных способов закалки, в частности, закалкой в двух средах, закалкой с самоотпуском и т. д.
Внутренние напряжения зависят также от способа погружения деталей в закалочную среду. Необходимо придерживаться следую-щих основных правил:
детали, имеющие толстую и тонкую части, погружать в закалоч-ную среду сначала толстой частью;
детали, имеющие длинную вытянутую форму (метчики, сверла развертки), погружать в строго вертикальном положении, иначе они покоробятся (рис. 3).

Рис. 3. Правильное погружение деталей и инструментов в за-каливающую среду
Иногда по условиям работы должна быть закалена не вся деталь, а лишь часть ее. В этом случае применяют местную закалку: деталь нагревают не полностью, а в закалочную среду погружают целиком. В этом случае закаливается только нагретая часть детали.
Местный нагрев мелких деталей производят в соляной ванне, погружая в нее только ту часть детали, которую требуется закалить; так закаливают, например, центры токарных станков. Можно по-ступать и так: нагреть деталь полностью, а охладить в закалочной среде только ту часть, которая должна быть закалена.
Дефекты, возникающие при закалке стали.
Недостаточ-ная твердость закаленной детали — следствие низкой тем-пературы нагрева, малой выдержки при рабочей температуре или недостаточной скорости охлаждения.
Исправление де-фекта: нормализация или отжиг с последующей закалкой; при-менение более энергичной закалочной среды.
Перегрев связан с нагревом изделия до температуры, значительно превышающей необходимую температуру нагрева под закалку. Перегрев сопровождается образованием крупнозернистой структуры, в результате чего повышается хрупкость стали.
И справление дефекта : отжиг (нормализация) и последущая закалка с необходимой температуры.
Пережог возникает при нагреве стали до весьма высоких температур, близких к температуре плавления (1200—1300° С) в окислительной атмосфере. Кислород проникает внутрь стали, и по границам зерен образуются окислы. Такая сталь хрупка и исправить ее невозможно.
Окисление и обезуглероживание стали ха-рактеризуются образованием окалины (окислов) на поверхности дета-лей и выгоранием углерода в поверхностных слоях. Этот вид брака термической обработкой неисправим. Если позволяет припуск на механическую обработку, окисленный и обезуглероженный слой нужно удалить шлифованием. Чтобы предупредить этот вид брака, детали рекомендуется нагревать в печах с защитной атмосфе-рой.
Коробление и трещины — следствия внутренних напряжений. Во время нагрева и охлаждения стали наблюдаются объемные изменения, зависящие от температуры и структурных пре-вращений (переход аустенита в мартенсит сопровождается увеличе-нием объема до 3%). Разновременность превращения по объему за-каливаемой детали вследствие различных ее размеров и скоростей охлаждения по сечению ведет к развитию сильных внутренних нап-ряжений, которые служат причиной трещин и коробления деталей в процессе закалки.
Образование трещин обычно наблюдается при температурах ниже 75—100° С, когда мартенситное превращение охватывает значительную часть объема стали. Чтобы предупредить образова-ние трещин, при конструировании деталей необходимо избегать резких выступов, заостренных углов, резких переходов от тонких сечений к толстым; следует также медленно охлаждать сталь в зоне образования мартенсита (закалка в масле, в двух средах, ступенча-тая закалка). Трещины являются неисправимым браком, коробле-ние же можно устранить последующей рихтовкой или правкой.


















